ASHOOTER轴对中激光仪测量步骤不符合标准旋转角度不足或过度:多数激光仪要求轴旋转90°、180°或360°(依型号而定)以采集多组数据,若旋转角度不够(如*转60°),数据样本不足,无法消除随机误差;若旋转时超过指定角度后回退,会导致角度传感器误判位置。数据采集时机不当:未等待轴旋转稳定(如轴...
轴对中激光仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,
- 型号
- AS500
- 类型
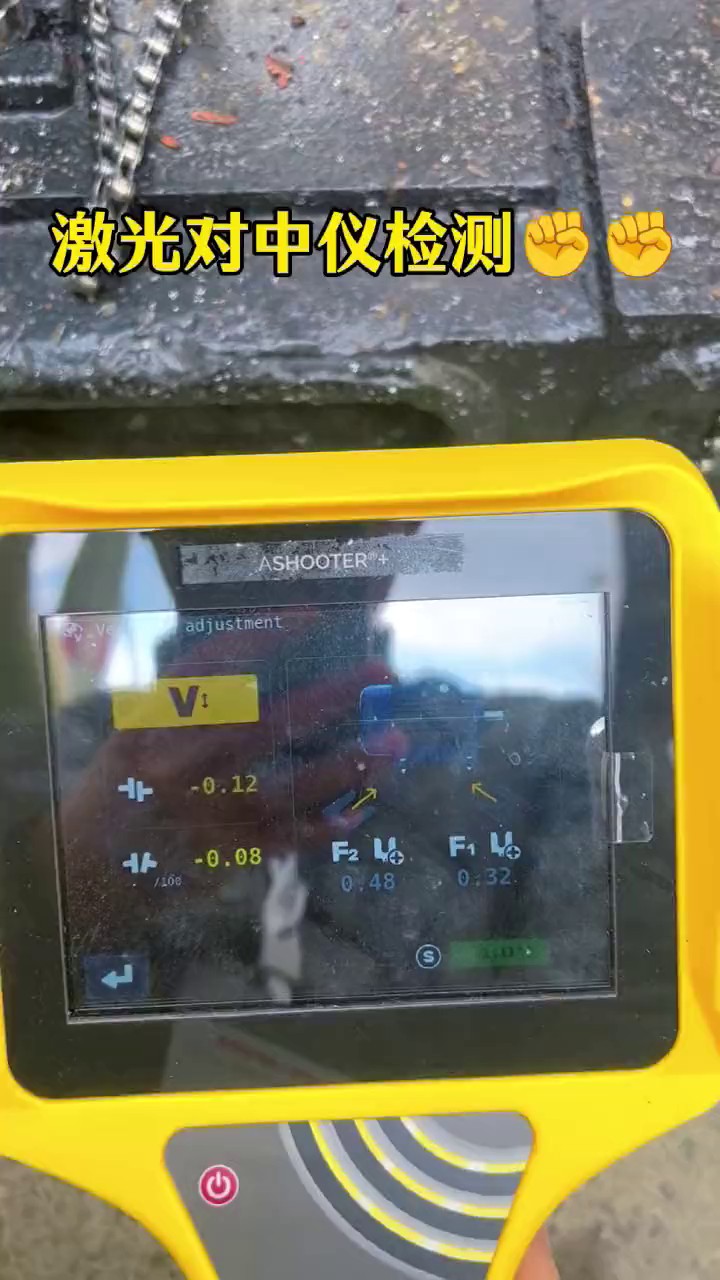
- 激光对中仪
- 重量
- 1
- 厂家
- HOJOLO
轴对中激光仪企业商机
HOJOLO轴对中激光仪的测量精度等级主要依据不同型号以及测量参数来划分,其精度通常可达微米级。以下是具体介绍:按型号划分AS500型号:属于较高精度等级的型号,测量精度可达±,适用于石化、风电等高要求场景,如汽轮机-发电机轴系对中。该型号搭载高分辨率激光测量系统,配合30mmCCD探测器,在5-10米长跨距场景中重复性误差小于。AS100型号:基础精度相对AS500较低,适合中小型设备,如食品加工机械等对精度要求不是特别高的场景。按测量参数划分线性测量精度:例如ASHOOTER+系列采用30mmCCD无线探测器,分辨率为1µm,精度为1%+。角度测量精度:部分型号如ASHOOTER+系列配备数字倾角仪,角度测量精度为°。 AS500型号轴对中激光仪在石化行业的具体应用案例有哪些?常见轴对中激光仪供应商
轴对中激光仪
HojoLo轴对中激光仪的重复性验证可以通过以下方法进行:确保仪器安装稳固:使用磁性支架、坚固链条等将激光仪的测量单元牢固安装在被测轴上,确保支架、夹具等无松动,锁紧力符合要求,如对于轴径φ30-150mm的设备,标准夹爪的锁紧力需≥80N・m。控制环境因素:选择温度波动≤2℃/小时、振动较小的环境进行测量,避免在靠近热源、冷源、强气流或强电磁设备的地方操作。若环境温度较低(<15℃),需提前开机预热10-15分钟,使电子元件达到热稳定状态。设置测量模式和参数:根据仪器型号和被测设备类型,选择合适的测量模式,如AS500的实时模式或双激光束模式等。输入准确的测量距离、轴径等参数,并预设允许偏差阈值。进行多次测量:将轴旋转至0°、90°、180°、270°等位置,每次在相同的径向位置进行测量,记录下各个位置的测量数据,如平行偏差(径向偏移)和角度偏差(张口量)等。对于长跨距设备,建议增加60°、120°等中间角度的测量。重复上述测量过程至少两次。分析测量数据:比较多次测量得到的数据,查看数据的稳定性和一致性。一般来说,良好的重复性应使每次测量结果的偏差在较小范围内,如激光轴对准系统在联轴器处的偏移应在,角度偏差应在。 常见轴对中激光仪供应商轴对中激光仪的温度补偿功能可以手动设置吗?

HOJOLO轴对中激光仪测量误差大的原因除了温度影响外,还包括仪器自身组件质量、安装精度、操作因素、环境因素以及被测对象特性等,具体如下:仪器自身因素激光源稳定性:激光源的波长和功率波动直接影响测量可靠性。如果激光源的波长不稳定,或者功率出现波动,会导致光束的特性发生变化,从而影响测量结果的准确性。光学元件精度:反射镜、透镜等光学元件的制造误差或镀膜缺陷会导致光束畸变。例如,反射镜的平面度不够,或者透镜的焦距存在偏差,都可能使激光束在传播过程中发生偏移或散射,进而使测量误差增大。操作因素安装精度:测量单元与轴的同心度偏差、安装不牢固或夹具挠度过大会引入误差。比如在安装过程中,若测量单元没有与轴保持良好的同心度,那么测量得到的数据就不能真实反映轴的实际对中情况。轴表面状态:轴表面粗糙、污渍或氧化层会散射激光,影响探测器接收激光信号的准确性。当轴表面存在这些问题时,激光束会被散射到不同方向,导致探测器接收到的信号强度和位置发生偏差,从而使测量误差增大。
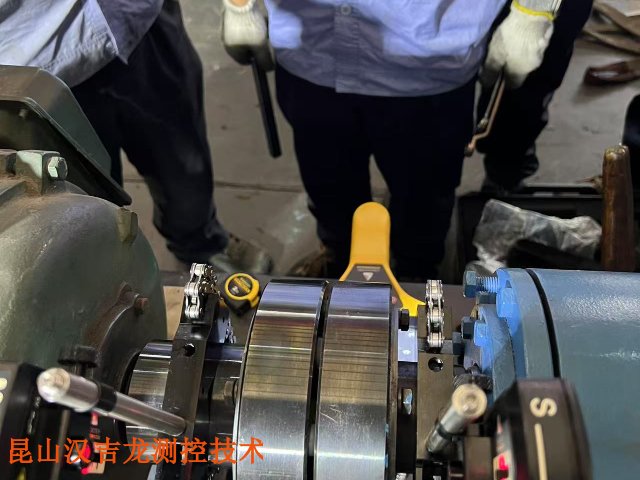
多数测量误差源于操作细节的疏漏,尤其在安装、测量步骤中未遵循标准流程:安装定位不精细激光头与反光靶不同轴:激光头和反光靶未与被测轴的“中心线”同轴(例如,安装在轴的磨损面、台阶处,或未紧贴轴的圆柱面),导致测量基准偏移。支架安装不稳固:支架未拧紧、吸附位置存在油污(导致吸附力下降),或测量过程中因轴轻微转动带动支架移位,会使激光束在旋转测量时发生“抖动”。两轴间距/直径参数输入错误:测量前需手动输入“两轴中心距”“轴直径”等基础参数(用于计算偏差值),若参数输入错误(如将“毫米”输为“英寸”,或误读轴直径),会直接导致**终计算结果偏差。轴对中激光仪常见故障有哪些及解决办法 ?

ASHOOTER轴对中激光仪功能的必要性筛选基础需求(*轴对中):选择单一激光对**能的经济型型号(如HOJOLOAS100),足够满足常规设备校准。进阶需求(兼顾故障排查):若需同时检测设备过热、振动问题,可选择集成红外热成像(检测轴承/电机发热)和振动分析(识别不平衡、不对中故障)的多功能型号(如HOJOLOAS500),适合石化、风电等对设备可靠性要求高的场景。数据管理需求:若企业有设备全生命周期管理需求,需确认激光仪是否支持数据导出(USB/蓝牙)、是否兼容企业CMMS(计算机维护管理系统),避免数据无法存档或需手动录入。怎样避免HOJOLO轴对中激光仪受到光学干扰?常见轴对中激光仪供应商
轴对中激光仪的测量误差是否可以通过软件修正?常见轴对中激光仪供应商
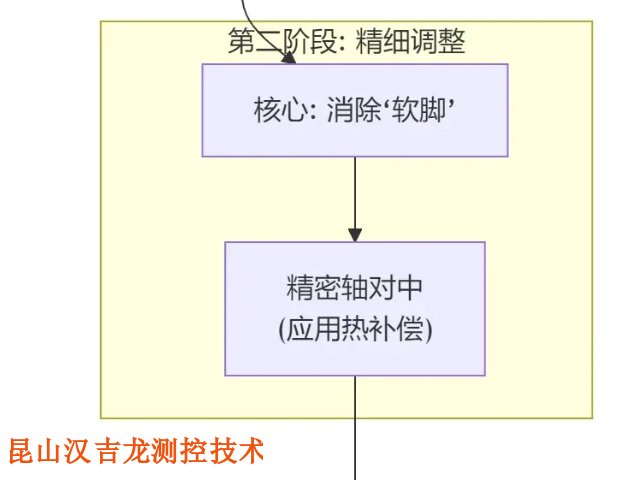
测量数据是否准确,**终需与设备运行表现匹配:对比“冷态”与“热态”测量数据冷态(设备停机≥4小时,温度与环境一致)测量后,启动设备运行至额定工况(如运行2-4小时,达到稳定工作温度),再进行热态测量。若热态偏差符合“材料热膨胀规律”(如金属轴系因温度升高,径向膨胀导致偏差增大,且方向与热胀方向一致),说明冷态测量数据可靠;若热态偏差与理论趋势相反(如温度升高但偏差反而减小),可能是冷态测量时未排除“软脚”问题(如设备地脚螺栓松动,运行时因振动导致轴系位移)。关联设备运行参数(振动、噪音、温度)若激光仪显示“对中合格”(偏差在允许范围内,如ISO标准中泵类设备允许偏差≤),但设备运行时存在异常振动(如轴承座振动值>)、噪音增大、轴承温度过高(如超过80℃),可能是激光仪测量时未捕捉到“动态对中偏差”(如高速运行时轴系的离心力导致额外偏移),或测量点未覆盖关键位置(如靠近联轴器的轴段)。反之,若激光仪显示“对中偏差超标”,且调整后(如加减垫片、移动设备),设备振动、噪音、温度均明显改善,说明原始测量数据准确,偏差真实存在。常见轴对中激光仪供应商
与轴对中激光仪相关的文章

振动轴对中激光仪维修
- 原装进口轴对中激光仪演示 2026-03-05
- 欧洲轴对中激光仪找正方法 2026-03-04
- 振动轴对中激光仪写论文 2026-03-04
- 进口轴对中激光仪贴牌 2026-03-03
- 10米轴对中激光仪企业 2026-03-03
- 常见轴对中激光仪供应商 2026-03-03
- 经济型轴对中激光仪使用方法 2026-03-02
- 工厂轴对中激光仪视频 2026-03-02
- 原装进口轴对中激光仪现状 2026-03-01
- AS轴对中激光仪制造商 2026-03-01
- 基础款轴对中激光仪贴牌 2026-02-28
- 耦合轴对中激光仪视频 2026-02-28
与轴对中激光仪相关的产品

与轴对中激光仪相关的新闻
-
汉吉龙轴对中激光仪演示 2026-02-26 16:03:35HOJOLO轴对中激光仪数据反复波动可能由仪器安装、环境因素、测量操作等多种原因引起,以下是相应的解决方法:检查仪器安装情况确保部件安装牢固:测量单元或支架等部件安装不牢固会导致数据波动,需检查并拧紧相关部件,确保其固定在轴上,防止出现滑动或摆动的情况。避免测量单元摩擦或撞击:在扫描测量过程中,测量...
-
质量轴对中激光仪电话 2026-02-26 05:03:30ASHOOTER轴对中激光仪测量步骤不符合标准旋转角度不足或过度:多数激光仪要求轴旋转90°、180°或360°(依型号而定)以采集多组数据,若旋转角度不够(如*转60°),数据样本不足,无法消除随机误差;若旋转时超过指定角度后回退,会导致角度传感器误判位置。数据采集时机不当:未等待轴旋转稳定(如轴...
-
专业轴对中激光仪批发 2026-02-26 17:04:18温度变化对HOJOLO轴对中激光仪测量结果的影响程度与仪器型号、是否启用补偿功能以及温度变化范围等因素有关。在常温区间,如20±5℃时,HOJOLO轴对中激光仪的精度稳定,误差通常可在仪器标称精度范围内。以AS500型号为例,其具备动态热补偿功能,通过双激光束实时监测设备热膨胀,自动修正冷态对中...
-
耦合轴对中激光仪厂家排名 2026-02-25 23:03:53操作因素安装调试水平:操作人员安装激光对中系统时,若未正确安装和校准激光发射器、靶标和探测器,如两者没有安装在同一轴线上,会导致系统本身存在误差,影响对中精度。操作熟练程度:熟练的操作人员能正确操作设备,合理选择测量参数和方法,及时发现并解决问题。而不熟练的操作人员可能因操作不当,如测量...
与轴对中激光仪相关的问题
新闻资讯
产品推荐
-

常见设备安装对心校准仪厂家
2026-03-04 -
欧洲轴对中激光仪找正方法
2026-03-04 -

无线对中仪批发
2026-03-04 -

振动对中仪服务制造商
2026-03-04 -
工业对中仪服务写论文
2026-03-04 -
synergys激光对中服务
2026-03-04 -

汉吉龙测控对中仪供应商
2026-03-04 -

红外对中仪服务服务
2026-03-04 -
10米对中仪服务贴牌
2026-03-04