与传统测量工具(如游标卡尺、千分尺或投影仪)相比,影像测量仪展现出突破性的技术优势。首要区别在于非接触式测量:传统工具需物理触碰工件,易导致软质材料变形(如橡胶垫片)或划伤精密表面(如光学镜片),而影像测量仪通过光学成像完全规避此风险,确保原始状态下的数据真实性。其次,精度与效率明显提升——卡尺精度通常为0.02mm,而影像测量仪可达0.001mm,且测量速度提高5-20倍(例如,检测一个复杂齿轮的数十个参数,手动需10分钟,设备只需30秒)。软件智能化是另一主要优势:传统方法依赖人工读数,易受主观误差影响;影像测量仪自动识别特征、批量处理数据,并生成可视化报告,支持一键导出至质量管理系统。此外,多功能性远超单一工具:它能同时完成尺寸、角度、圆度等综合分析,甚至实现3D重建(通过多视角合成),而传统设备只限单一维度。成本效益上,虽初期投入较高,但长期看减少了人力成本、返工损失及设备维护费用。在汽车、航空等高要求行业,这种优势尤为突出——例如,涡轮叶片型面检测若用三坐标测量机需数小时,影像测量仪可在分钟级完成。总之,它表现出了测量技术从“人控”到“智控”的跨越,为工业4.0提供了高效、可靠的数据基础。检测刹车盘、电池极片等,公差控制在±5μm内。山东台式影像测量仪总代

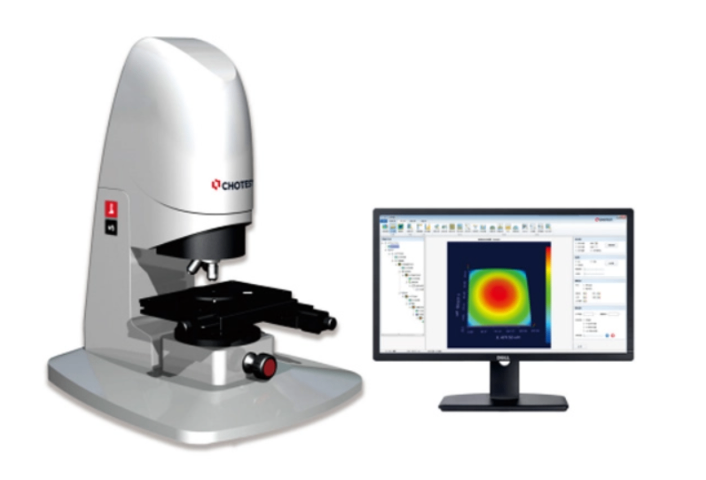
影像测量仪是一种高精度的非接触式测量设备,频繁应用于现代工业制造和质量控制领域。其重点原理是通过光学成像系统(如高分辨率CCD或CMOS摄像头)捕捉被测物体的二维或三维图像,再结合专业软件进行数字化分析,从而实现对尺寸、形状、位置等几何参数的精确测量。与传统接触式测量工具(如卡尺或千分尺)不同,影像测量仪避免了物理接触导致的误差,特别适合微小、易损或复杂结构的工件,例如电子元件、精密模具和医疗器械。设备通常由光学镜头、光源系统、运动控制平台和图像处理软件组成,工作时物体置于测量平台上,系统自动聚焦并采集图像,软件通过边缘检测、点线拟合等算法计算出关键数据。其测量精度可达微米级(0.5μm至5μm),重复性高,能明显提升生产效率和产品质量。在当今智能制造趋势下,影像测量仪已成为工业4.0的关键支撑工具,帮助企业在研发、生产及质检环节实现数据化管理。它不只简化了测量流程,还减少了人为操作失误,为高级制造业提供了可靠的技术保障。随着光学技术和人工智能的融合,这类设备正从单一测量向智能分析方向演进,进一步拓展了应用边界。山东台式影像测量仪总代防油污设计光学镜头,IP65防护等级。
在制造领域,影像测量仪已成为确保产品质量的主要保障。汽车发动机关键部件如喷油嘴,孔径公差要求±2μm,传统测量方法难以满足;而影像测量仪通过高倍率镜头与亚像素边缘检测技术,实现0.1μm级分辨率测量,某德系车企应用后将不合格率从0.3%降至0.05%。在航空航天领域,涡轮叶片型面检测曾是行业难题,现代影像测量仪配备3D扫描模块,通过多角度图像合成完整三维模型,使复杂曲面测量效率提升5倍。消费电子行业对尺寸控制更为严苛,智能手机摄像头模组的支架平面度需控制在3μm内,影像测量仪的自动对焦与多点扫描功能可在45秒内完成全尺寸验证。实际案例显示,苹果供应链中某供应商引入全自动影像测量系统后,日检测能力从800件提升至5000件,同时测量数据直接对接SPC系统,实现质量趋势实时监控。更关键的是,其非接触特性保护了精密表面,避免了接触式测量导致的微划痕。随着微纳制造发展,影像测量仪正向纳米级精度迈进,支持半导体封装、MEMS器件等新兴领域的质量控制,成为精密制造不可或缺的"眼睛",年应用增长率达15%。
在智能工厂自动化检测线中,影像测量仪是质量关卡的重点节点。典型集成方案:上料机器人将工件置于传送带,定位夹具固定后,设备自动触发测量——光源调节、图像采集、数据输出全程<15秒,结果实时反馈至PLC控制系统。例如,某博世汽车传感器生产线,影像仪每小时检测1200件,当尺寸超差时,气动分选机构即时剔除不良品,避免流入下工序。关键创新是柔性对接:支持ModbusTCP/Profinet协议,与MES无缝通信;而视觉引导机器人(如UR机械臂)实现±0.02mm精细抓取。某消费电子厂案例显示,集成后检测成本降50%,OEE(设备综合效率)提升18%。挑战在于节拍匹配:高速产线(>100ppm)要求设备响应<500ms,通过区域跳转(SkipMode)聚焦关键特征解决;振动干扰则用磁悬浮平台抑制。软件层实现“零代码”配置——拖拽式界面设定检测逻辑,产线工程师可自主调整。新兴趋势是AI闭环:测量数据训练工艺模型,自动优化注塑参数。安全设计符合ISO13849PLd等级,光幕防护确保人机协作安全。随着工业5.0兴起,设备正集成人因工程模块——操作员手势控制测量流程。这种深度集成不只提升质量,更使影像测量仪从“单独单元”蜕变为“智能产线神经元”,驱动制造业向自优化系统进化。水凝胶支架动态形变,需10ms间隔连续扫描。

影像测量仪的硬件系统是高精度测量的物质基础,由多个精密模块协同运作。重点组件包括:光学成像单元(配备500万至2000万像素工业相机、0.7X-4.5X连续变焦镜头及多光谱光源),确保在不同材质(如反光金属或透明塑料)下获取清晰图像;高刚性运动平台,实现X/Y轴定位精度±1μm,Z轴自动聚焦范围达100mm;以及控制系统(嵌入式工控机+伺服电机),支持0.001mm步进分辨率。光源技术尤为关键:同轴落射光消除阴影,环形LED提供均匀照明,而较新机型引入结构光投影,实现复杂曲面的3D扫描。此外,环境适应性设计不容忽视——温控系统维持20±1℃恒温,隔振平台抑制外部震动,保障微米级稳定性。校准环节依赖标准量块(如NIST认证的陶瓷球),通过软件自动补偿镜头畸变。在高级机型中,集成激光扫描模块可扩展至亚微米级测量,而自动变倍功能适应从宏观(100mm视野)到微观(0.1mm细节)的无缝切换。硬件创新持续推动性能边界:例如,采用蓝光LED提升透明件对比度,或碳纤维材料减轻运动部件惯性。某汽车零部件厂商反馈,升级硬件后测量重复性误差降低50%。这些技术不只体现机械与光学的融合,更彰显了“硬科技”对工业精度的重要贡献,为前列制造奠定坚实基础。纱线直径测量精度±0.01mm,减少起球率。山东台式影像测量仪总代
复杂曲面、多孔结构,需多视角合成技术。山东台式影像测量仪总代
ISO/IEC17025是影像测量仪校准的国际黄金标准,确保数据全球互认。校准流程严格分五步:1)环境准备——实验室恒温20±0.5℃、湿度50±5%RH;2)设备预热——运行30分钟稳定光学系统;3)标准器溯源——使用NIST或PTB认证的量块(如50mm陶瓷块,不确定度±0.15μm);4)多点验证——在X/Y/Z轴10个位置测试线性度、示值误差;5)报告生成——含不确定度评估(k=2)及修正值表。全程需第三方机构监督,避免利益冲撞。认证价值巨大:获得CNAS认可后,检测报告直通欧美市场,某医疗器械商因此缩短出口认证周期60天;同时满足客户审计要求(如苹果AAR标准),避免每年百万级罚款。实际校准中,难点在于动态误差控制——运动平台加速时产生的误差,通过激光干涉仪补偿;而镜头畸变需网格板校正模型。某计量院数据显示,规范校准使设备漂移率从0.8μm/月降至0.2μm/月。用户常犯错误包括:忽略环境记录、超期使用标准器。较佳实践是建立校准日历,自动提醒下次周期(通常6-12个月)。新兴趋势是远程校准:通过加密视频指导现场操作,降低成本30%。随着全球贸易深化,ISO17025已从“加分项”变为“准入证”,推动企业从被动合规转向主动质量投资,彰显“校准即竞争力”的现代工业逻辑。山东台式影像测量仪总代