
测量方法改进多点测量法:对于重要设备或结构复杂的设备,可采用多点测量代替传统三点测量。通过记录多个读数并计算平均值,能有效抵消振动、温度等干扰因素带来的偶然误差。同时,利用仪器的角度引导功能,选择合适的角度位置进行测量,提高测量精度。数据滤波设置:部分HOJOLO激光对中仪具备滤波功能,可根据现场振...
轴对中激光仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,
- 型号
- AS500
- 类型
- 激光对中仪
- 重量
- 1
- 厂家
- HOJOLO
轴对中激光仪企业商机
操作因素安装调试水平:操作人员安装激光对中系统时,若未正确安装和校准激光发射器、靶标和探测器,如两者没有安装在同一轴线上,会导致系统本身存在误差,影响对中精度。操作熟练程度:熟练的操作人员能正确操作设备,合理选择测量参数和方法,及时发现并解决问题。而不熟练的操作人员可能因操作不当,如测量过程中意外触碰设备、设置错误参数等,导致测量结果出现偏差。测量点的选择和数量:测量点的分布和数量会影响对中精度,如果测量点选择不合理,可能无法***准确地反映主轴的实际对中情况。被测对象特性轴结构与材质:长轴距或大直径轴对仪器分辨率要求更高,不同材料的热膨胀系数差异需要动态补偿,否则会影响测量精度。轴表面状态:轴表面粗糙、污渍或氧化层会散射激光,影响探测器接收激光信号的准确性,从而降低测量精度。联轴器特性:联轴器的间隙会产生齿隙效应,使测量数据出现波动,联轴器的应变则可能导致机器轴发生小的偏转,向对准系统误报正确的轴中心线,**终影响测量精度。 轴对中激光仪测量误差的国家标准是怎样的?爱司轴对中激光仪连接
轴对中激光仪
测量方法改进多点测量法:对于重要设备或结构复杂的设备,可采用多点测量代替传统三点测量。通过记录多个读数并计算平均值,能有效抵消振动、温度等干扰因素带来的偶然误差。同时,利用仪器的角度引导功能,选择合适的角度位置进行测量,提高测量精度。数据滤波设置:部分HOJOLO激光对中仪具备滤波功能,可根据现场振动情况调整滤波水平,过滤掉高频噪声,稳定读数。仪器维护与校准激光源与光学元件检查:激光管老化会导致功率下降或光束发散角增大,影响测量精度。需定期检查激光源的功率和光斑质量,清洁激光发射器和接收器的镜头,去除油污或灰尘。支架刚性验证:长跨距测量时,支架的刚性不足会导致光路下垂。应确保使用的V型支架或夹具具有足够的刚性,若发现支架有挠度变形,需及时更换。固件更新:定期访问HOJOLO官网,检查是否有新的固件程序。新固件可能包含优化环境适应性的算法,如更精细的温度补偿模型,可提升仪器的抗干扰能力。专业轴对中激光仪怎么用激光轴对中仪,实时诊断轴故障,提前排除隐患。
温度变化对HOJOLO轴对中激光仪的测量精度有较大影响,具体如下:影响机制机械结构热变形:激光轴对中仪的测量单元支架、连接夹具以及被测设备的轴系等金属部件,会因温度变化产生热胀冷缩。这会改变激光发射器与接收器的相对位置、激光传播的几何路径以及被测轴的基准面位置,从而影响测量精度。电子元件性能变化:激光二极管、CCD/CMOS接收器、信号处理芯片等电子元件的性能会随温度变化而漂移。例如,激光功率、接收灵敏度、信号放大系数等发生变化,会导致光斑误差或数据计算偏差,进而影响测量精度。不同温度范围的影响常温区间:在仪器设计的标称工作温度范围内,多数工业级设备为10℃-40℃,常温段为20℃±5℃,此时精度较为稳定,误差通常可在仪器标称精度范围内。因为常温下温度波动小,机械结构热变形量极小。极端温度区间:温度波动超出常温范围时,会导致激光光路中介质的折射率变化,引发光束路径偏移,产生测量误差。极端高温或低温还可能超出仪器补偿范围,使测量精度受到较大影响。不过,HOJOLO部分型号的激光对中仪具备热补偿功能,如AS热膨胀智能对中仪内置高精度数字倾角仪和温度传感器,可实时修正设备因安装不水平或外界因素干扰导致的倾斜误差。
判断轴对中激光仪(包括HOJOLO品牌)测量数据准确性,需从“仪器自身可靠性”“操作规范性验证”“外部基准对比”“实际运行反馈”四个维度综合排查,**是通过“重复性验证”“交叉验证”“逻辑校验”消除误差干扰。以下是具体方法:一、先确认仪器自身的“基础可靠性”仪器自身的校准状态、硬件功能是数据准确的前提,需优先排查:检查仪器校准有效性查看校准证书:确认仪器是否在校准有效期内(行业通用建议每年校准1次,高频使用或恶劣环境下每6个月1次),校准报告中需明确“零位误差”“线性误差”“温度补偿误差”等关键指标是否符合说明书标注(如HOJOLO部分型号要求校准后误差≤±)。执行仪器自检:启动激光仪自带的“自检模式”(如HOJOLOAS系列的“SystemCheck”功能),检查激光源功率稳定性、探测器灵敏度、蓝牙/数据线传输是否正常,若自检提示“激光偏移”“传感器异常”,需先维修再测量。 轴对中激光仪的价格和精度有关系吗?

HOJOLO轴对中激光仪测量误差大的原因,除了之前提到的因素外,还可能有以下几点:测量点选择与数量不当:测量点的分布和数量会影响对中精度。如果测量点选择不合理,可能无法***准确地反映主轴的实际对中情况。例如,对于长轴距或结构复杂的设备,若测量点数量过少,就难以捕捉到轴的细微偏差,从而导致测量误差增大。数据处理算法局限:不同的数据处理算法对测量精度有重要影响。如果HOJOLO轴对中激光仪的软件算法不够先进,可能无法有效滤除噪声、消除误差,进而影响测量数据的准确性和可靠性。空气流动影响:空气流动会使激光束传播过程中产生折射和散射,干扰激光束的稳定性,影响探测器对激光束位置的准确测量。在一些通风条件较差或有强气流的环境中,这种影响可能更为明显。输入尺寸错误:对齐系统依赖于输入的正确尺寸来预测正确的移动量。如果操作人员在使用HOJOLO轴对中激光仪时,输入的机器尺寸不正确,就会导致测量误差增大。软脚问题:设备的软脚,即地脚螺栓松动或基础不平,会导致设备在测量过程中发生微小位移,从而影响测量结果的准确性。这种情况下,仪器可能无法准确反映轴的真实对中情况。联轴器间隙和应变:联轴器的间隙会产生齿隙效应。 激光轴对中仪,轻量化便携设计,现场作业超省力。傻瓜式轴对中激光仪操作步骤
轴对中激光仪精度等级划分的国际标准是什么?爱司轴对中激光仪连接
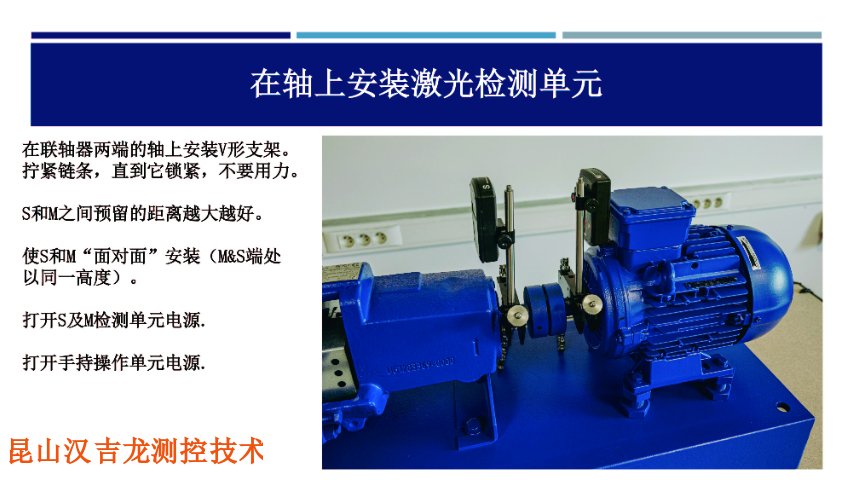
HojoLo轴对中激光仪的重复性验证可以通过以下方法进行:确保仪器安装稳固:使用磁性支架、坚固链条等将激光仪的测量单元牢固安装在被测轴上,确保支架、夹具等无松动,锁紧力符合要求,如对于轴径φ30-150mm的设备,标准夹爪的锁紧力需≥80N・m。控制环境因素:选择温度波动≤2℃/小时、振动较小的环境进行测量,避免在靠近热源、冷源、强气流或强电磁设备的地方操作。若环境温度较低(<15℃),需提前开机预热10-15分钟,使电子元件达到热稳定状态。设置测量模式和参数:根据仪器型号和被测设备类型,选择合适的测量模式,如AS500的实时模式或双激光束模式等。输入准确的测量距离、轴径等参数,并预设允许偏差阈值。进行多次测量:将轴旋转至0°、90°、180°、270°等位置,每次在相同的径向位置进行测量,记录下各个位置的测量数据,如平行偏差(径向偏移)和角度偏差(张口量)等。对于长跨距设备,建议增加60°、120°等中间角度的测量。重复上述测量过程至少两次。分析测量数据:比较多次测量得到的数据,查看数据的稳定性和一致性。一般来说,良好的重复性应使每次测量结果的偏差在较小范围内,如激光轴对准系统在联轴器处的偏移应在,角度偏差应在。 爱司轴对中激光仪连接
与轴对中激光仪相关的文章

国产轴对中激光仪激光
- 转轴轴对中激光仪工作原理 2026-04-13
- 无线轴对中激光仪连接 2026-04-13
- 质量轴对中激光仪图片 2026-04-13
- S和M轴对中激光仪定做 2026-04-13
- 汉吉龙测控轴对中激光仪定制 2026-04-13
- 国内轴对中激光仪写论文 2026-04-13
- 爱司轴对中激光仪连接 2026-04-13
- 经济型轴对中激光仪写论文 2026-04-13
- ASHOOTER轴对中激光仪企业 2026-04-12
- CCD轴对中激光仪怎么样 2026-04-12
- 经济型轴对中激光仪厂家排名 2026-04-12
- 耦合轴对中激光仪激光 2026-04-12
与轴对中激光仪相关的产品

与轴对中激光仪相关的新闻
-
ASHOOTER轴对中激光仪工作原理 2026-03-07 21:13:58环境因素温度和湿度:温度波动会导致激光光路中介质的折射率变化,引发光束路径偏移,同时也会使设备部件热胀冷缩,影响激光发射器、靶标和探测器的相对位置。湿度高可能使电子元件受潮,影响性能和稳定性,长期处于潮湿环境还可能导致元件损坏,降低精度。振动和冲击:外界的振动和冲击会使激光发射器、靶标和...
-
synergys轴对中激光仪哪里买 2026-03-07 15:03:41耐用性与环境适应性防护等级:工业场景优先选择IP54及以上防护等级(IP54:防尘、防溅水;IP65:防尘、防喷射水),粉尘多(如水泥厂)、潮湿(如污水处理厂)环境需选IP65及以上。材质与结构:探头和夹具建议选择铝合金或工程塑料材质(轻便且抗摔),避免纯塑料材质(长期户外使用易老化开裂...
-
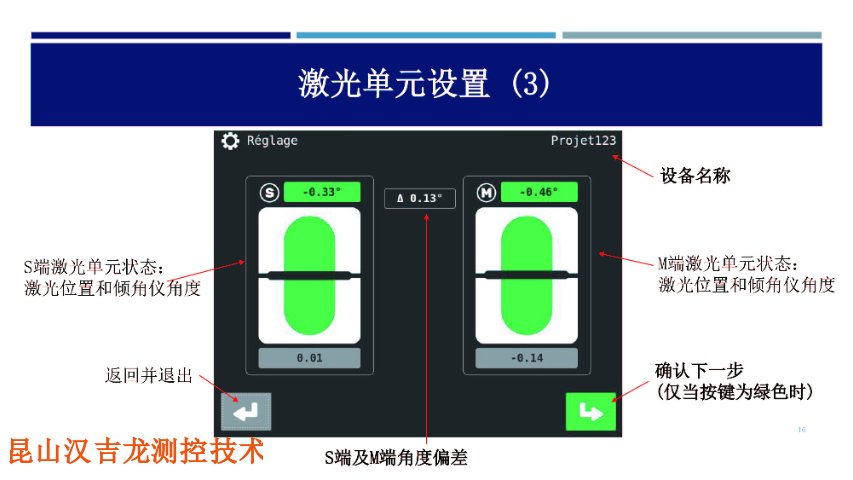
瑞典轴对中激光仪哪家好 2026-03-06 09:03:33激光仪的易用性直接影响现场人员的接受度,尤其对非专业运维人员而言,需重点考虑:操作便捷性界面设计:优先选择“图形化指引界面”(如实时3D动态视图、红黄绿三色状态提示),而非纯文字菜单,降低培训成本,新手可快速上手。测量效率:确认是否支持“快速测量模式”(如三点法、180°旋转测量),传统“多点法”需...
-
振动轴对中激光仪维修 2026-03-05 07:02:41ASHOOTER轴对中激光仪测量步骤不符合标准旋转角度不足或过度:多数激光仪要求轴旋转90°、180°或360°(依型号而定)以采集多组数据,若旋转角度不够(如*转60°),数据样本不足,无法消除随机误差;若旋转时超过指定角度后回退,会导致角度传感器误判位置。数据采集时机不当:未等待轴旋转稳定(如轴...
与轴对中激光仪相关的问题
新闻资讯
产品推荐
-

原装进口法兰联轴器对中仪用途
2026-04-13 -

工厂镭射主轴对准仪保养
2026-04-13 -

AS100联轴器不对中测量仪保修
2026-04-13 -

AS振动激光对中仪技术参数
2026-04-13 -

ASHOOTER泵轴热补偿对中仪演示
2026-04-13 -

国产联轴器不对中测量仪激光
2026-04-13 -

synergys联轴器不对中测量仪维修
2026-04-13 -
AS设备安装对心校准仪定做
2026-04-13 -

无线便携同心度检测仪装置
2026-04-13