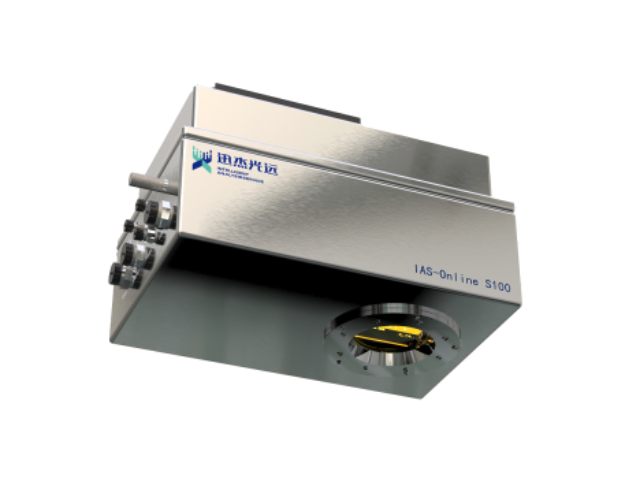
近红外光谱分析技术的演进史,是一部从实验室高级仪器走向产业现场普及型工具的“技术民主化”历程。这一进程的实现,依赖于关键光学器件的国产化与成本优化、专业分析算法的本地化适配以及人机交互设计的简化。如今,用户无需理解背后的光谱学原理与复杂数学模型,他们的关注点可以完全聚焦于业务本身:这批原料的蛋白含量是否达标?那个工艺点的成分浓度是否稳定?技术本身隐于无形,而它带来的效率提升、成本节约和质量保障等价值则清晰可见。作为这一领域的持续创新者,IAS ANALYSIS(迅杰光远)始终践行着“让光谱照亮智能制造”的企业使命,通过不断打磨产品的可靠性、易用性与场景适应性,致力于让每一台近红外光谱分析设备都成为用户生产决策中值得信赖的确定性来源。IAS-Online S100利用60mm大光斑,可以快速、精确地检测摊青鲜叶的水分含量。发酵业近红外光谱检测仪
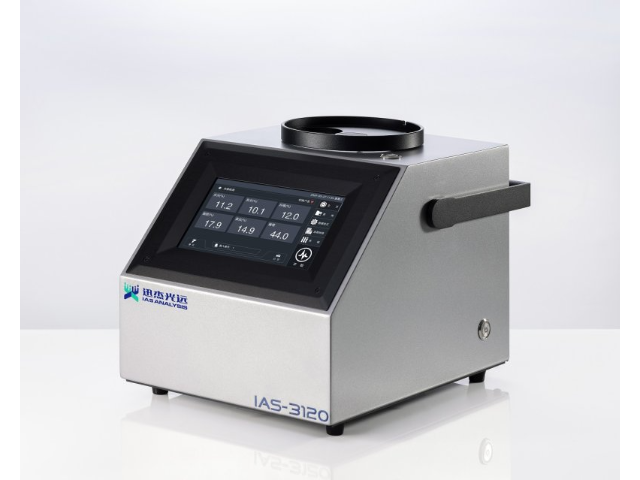
面对多样化的检测对象和不断变化的现场环境,设备的适应能力至关重要。便携式近红外光谱分析仪通常采用宽温域设计、防尘防水结构和抗干扰算法,能在高温车间、潮湿仓库甚至颠簸运输途中稳定工作。而传统大型仪器对环境极为敏感,轻微的温度波动或震动都可能影响光路稳定性,导致数据漂移。便携设备通过固态光学元件和自校准机制,在复杂条件下仍保持可靠输出。此外,其软件界面常针对特定行业优化,比如粮油、饲料或化工,用户无需理解底层原理,只需选择对应模型即可获得专业级结果。这种“开箱即用”的体验,极大地缩短了技术落地周期。IAS ANALYSIS(迅杰光远)深耕行业应用,让每一台设备都懂用户的语言。迅杰光远发酵业近红外光谱分析仪器IAS-7000实验室近红外光谱分析仪专注于液体样品检测,支持流动分析,适配桌面实验室场景。

塑料高效回收与高值化利用的前提是精确的材质分选。不同种类的塑料(如PET、PE、PP、PVC)在近红外波段具有独特的特征吸收光谱,这为自动化分选提供了可靠的物理依据。基于此原理开发的高速智能分选系统,集成高帧率近红外光谱相机与高速气阀阵列,可在传送带高速运行过程中,对碎片化塑料进行毫秒级的材质识别。系统算法能有效排除颜色、污渍的干扰,准确区分目标材质与异物,并指令气阀将不同材质的碎片吹入相应收集槽。设备具备环境光抗干扰能力,光学窗口采用防油污设计,确保在复杂的回收现场长期稳定工作。通过提升分拣纯度与效率,回收企业能够生产出品质更高、更均一的再生塑料颗粒,从而打开高级应用市场,真正实现循环经济的价值闭环。这项技术已成为现代化塑料回收工厂提升关键竞争力的关键装备。
在追求配方精确的饲料生产中,原料品质的天然波动是首要变量。传统静态配方模式无法响应这种波动,易导致成品营养指标偏离设计值。近红外光谱分析技术为此提供了“前馈控制”方案:在原料投料前或投料过程中,使用便携式或在线设备对连续输送的豆粕、玉米等关键原料进行实时快速扫描,即刻获取其蛋白质、水分等含量的真实数据。这些数据可实时传输至生产控制系统。当检测到某批原料的蛋白含量低于标准时,系统能在其进入混合机前,自动微调其他高蛋白原料的投料比例,实现配方的动态预补偿。这便将质量控制的关口从混合后前移至投料端,从源头保障了终端产品营养指标的稳定,减少了因原料波动造成的成本与质量风险。IAS-Online S100在线式近红外光谱仪可精确分析油料作物的水分、蛋白、脂肪及含油量。

检测的时效性直接关系到生产决策的质量。便携式近红外光谱分析仪能在现场即时反馈水分、蛋白、脂肪等关键指标,帮助操作人员当场调整工艺参数或拒收不合格原料,避免问题流入下一环节。这种“边测边控”的模式,是传统离线检测难以企及的。大型光谱设备即便精度更高,但因样品需送检、排队、处理,结果往往滞后数小时甚至一天,等到数据出来时,生产线早已运行多轮,错失较好干预时机。便携设备通过嵌入工作流,把分析变成一种日常操作,而非特殊流程。它不改变现有作业习惯,却悄然提升了整体质量水平。这种润物细无声的变革,正是智能制造的基础。IAS ANALYSIS(迅杰光远)以用户场景为中心,打造真正融入生产节奏的智能分析工具。IAS-PAT L1M在线式近红外光谱分析仪在散热、模块化等方面进行了升级设计。手持式近红外光谱检测仪好用吗
凭借快速检测能力,IAS-7000可助力企业在生产过程中始终优先一步。发酵业近红外光谱检测仪
食品加工的品质控制正从对终产品的抽样检验,转向对生产全过程的连续监控。近红外光谱技术是实现这一转变的有力工具。通过将在线检测探头嵌入油炸线、烘干隧道或包装前的流水线,可以对连续通过的产品进行无间断的光谱扫描,实时监测其油脂氧化程度、糖分含量、水分活度等关键品质参数。先进的检测系统内置的算法模型经过海量实际产线数据的训练,能够有效排除产品颜色、形状、颗粒大小等物理性状变化对检测结果的干扰,输出稳定、可靠的分析值。品控部门由此获得的不再是离散的、局部性问题点,而是覆盖整个生产批次、连续变化的“质量曲线”。这使得企业能够更精确地把握工艺边界,及时发现并纠正微小的偏差,确保产品风味、口感与保质期的高度稳定。从“抽样检验”到“全时监控”的质控模式进化,标志着食品工业向数字化、智能化迈进的重要一步。发酵业近红外光谱检测仪