
数据逻辑验证:热补偿算法合理性检验通过分析仪器输出数据的规律性和一致性,验证算法逻辑是否符合热膨胀物理规律。温度-位移相关性验证在设备升/降温过程中(如从启动到满负荷,或从满负荷停机冷却),连续记录SYNERGYS测量的温度值(T)和对应的热位移补偿值(Δ),绘制Δ-T曲线。判断标准:曲...
泵轴热补偿对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- 爱司500
- 类型
- 气体检漏仪
- 电源
- 220
- 加工定制
- 是
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
泵轴热补偿对中仪企业商机
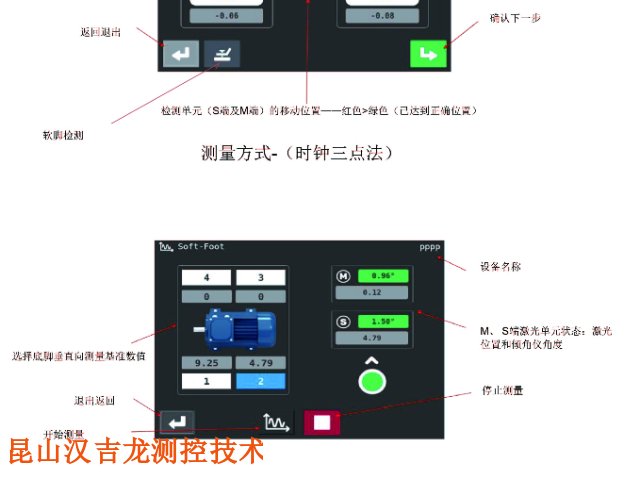
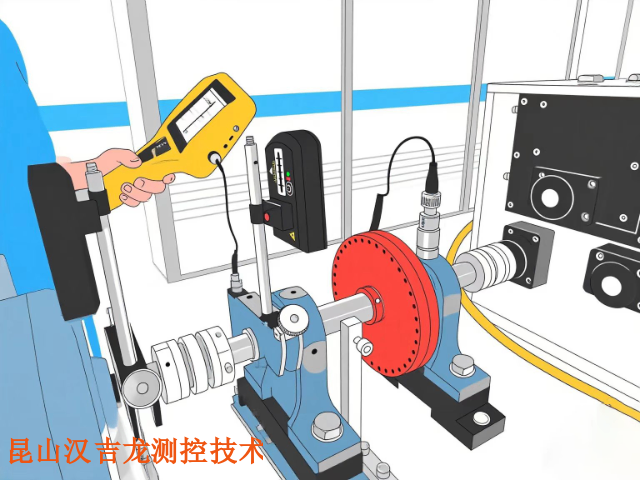
源数据实时采集与同步温度场动态监测设备关键部位(如泵壳、轴承座、电机端盖)部署高精度温度传感器网络(如薄膜NTC热敏电阻,精度±℃,响应时间<5ms),形成分布式温度监测矩阵。传感器间距根据设备热传导特性设置(通常≤1米),覆盖热源(如机械密封、齿轮箱)和热敏感区域(如长轴中间段)。轴系几何参数测量采用双激光束+30mmCCD探测器技术,实时捕捉联轴器的径向偏差(平行度)和角度偏差(张口量),分辨率达。激光发射器与接收器通过无线模块同步数据,消除线缆干扰,支持复杂结构中的灵活安装。ASHOOTER振动与热成像辅助集成ICP磁吸式振动传感器(频率范围1Hz~14kHz)和FLIRLepton160×120像素红外热像仪,同步采集振动频谱(识别不对中特征频率)和温度分布云图(定位局部过热区域),形成“几何偏差+热状态+动力学特性”的三维数据体系。 智能泵轴热补偿对中仪动态补偿温差偏差,提升对中精度。红外泵轴热补偿对中仪找正方法
泵轴热补偿对中仪
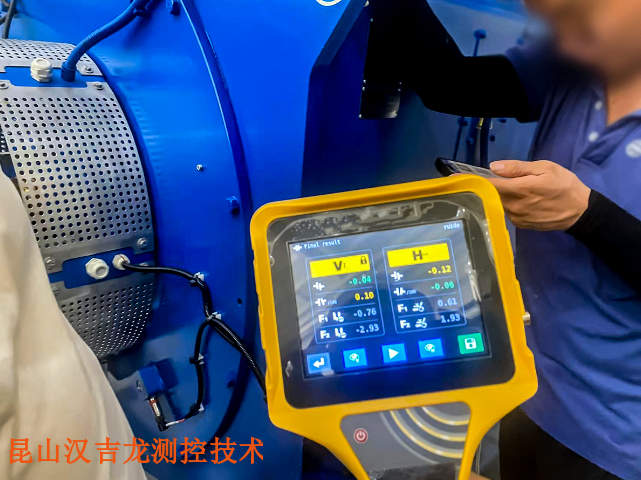
动态运行验证:对比热态振动与对中偏差趋势设备轴系对中偏差会直接反映在振动数据中,可通过振动监测间接验证热补偿效果:振动数据对比在未启用热补偿模式时,记录设备热态运行时的振动值(重点关注径向振动速度≤),标记因热变形导致的振动异常频段(如2倍转频振动超标)。启用SYNERGYS热补偿模式,按其推荐的冷态补偿量调整对中后,再次记录热态运行振动数据。若热补偿模式准确,热态振动值应***降低(如2倍转频振动降幅≥30%),且振动趋势与对中偏差改善一致。温度-对中偏差关联性分析连续采集设备运行时的温度曲线(关键部位温度随时间变化)和对中偏差曲线(由SYNERGYS实时输出),通过数据分析工具(如Excel、MATLAB)验证两者的关联性:温度升高时,对中偏差的变化方向(如电机侧温度高于泵侧时,电机轴是否按预测向泵侧偏移)是否符合设备热变形规律(如金属热胀系数导致的线性膨胀);计算温度每升高10℃时的对中偏差变化量,与理论热变形计算值(基于设备材质、尺寸的热胀公式:ΔL=α×L×ΔT,α为线胀系数)对比,偏差应≤10%。红外泵轴热补偿对中仪找正方法化工泵轴热补偿对中仪适应高温介质,对中效果持久。

高精度要求的**制造设备半导体晶圆加工设备的主轴系统这类设备对温度变化极其敏感(如温度波动1℃可能导致晶圆定位偏差±2μm)。HOJOLO-SYNERGYS模式通过微分段补偿(如每10℃为一个补偿段)和实时温度场监测,例如:技术创新:集成红外热像仪(分辨率160×120像素),实时生成轴系温度分布云图,系统根据温度梯度动态调整补偿参数,在20-30℃范围内实现,满足晶圆切割±5μm的位置精度要求。精密机床的高速电主轴例如五轴联动加工中心的主轴(转速>20,000rpm),运行时轴承温升可达40℃以上。分段模式通过动态-静态双补偿机制,例如:补偿策略:静态对中时按预设温度段(20-30℃、30-40℃、40-50℃)补偿热伸长量,动态运行时结合振动传感器数据(频率范围10Hz-10kHz),实时修正补偿值,确保主轴径向跳动≤。
验证汉吉龙(HOJOLO)SYNERGYS热补偿对中仪模式的准确性,需要结合实验室校准、现场实测对比、数据逻辑验证和长期运行反馈等多维度方法,确保其热补偿算法、温度响应及对中结果的可靠性。以下是具体验证步骤和判断标准:一、实验室静态校准:模拟工况验证基础精度在受控环境中模拟温度变化和轴系热变形,通过理论值与仪器测量值的对比验证基础准确性。标准轴系模拟实验搭建由已知材料(如钢、铸铁)制成的标准轴系测试平台,轴长、直径等参数精确测量并记录(已知热膨胀系数λ,如钢的λ≈12×10⁻⁶/℃)。使用温控设备(如加热套、恒温箱)控制轴系温度,从常温(如25℃)逐步升温至目标温度(如100℃、200℃),每间隔20℃稳定30分钟。同时使用SYNERGYS对中仪测量轴系的热位移(径向/轴向偏移量),并记录仪器输出的热补偿值。判断标准:仪器测量的热位移值应与理论计算值(ΔL=L×λ×ΔT)偏差≤(即每米轴长偏差不超过),视为基础算法准确。 AS耐磨泵轴热补偿对中仪 恶劣工况下,热补偿性能不减。

动态补偿技术的系统性突破热膨胀补偿的闭环控制AS内置**±℃精度的温度传感器**和热膨胀算法,可根据设备材料特性自动计算冷态预调整量。例如,在压缩机热态运行时,能将实际对中偏差从±±,轴承寿命延长80%。相比之下,多数品牌需手动输入温度参数或依赖外置设备,补偿精度和实时性不足。例如,Fixturlaser的EXO型号虽有温度监测功能,但未明确补偿算法的具体精度。多传感器融合修正AS通过激光测量(±)+数字倾角仪(°精度)+温度传感器的三重冗余设计,实时修正设备倾斜、安装不水平等干扰。例如,在钢厂高温炉旁(磁场强度≤500mT),AS的三层电磁屏蔽传感器仍能保持≤,而进口设备需额外加装屏蔽套件。Prüftechnik的OptalignEX虽具备倾角修正功能,但倾角精度为±,且未集成温度补偿。复杂工况下的稳定性AS500在-20℃至50℃的宽温范围内仍能稳定输出高精度数据,而Prüftechnik的OptalignEX工作温度范围为-10℃至50℃,Fixturlaser的NXAUltimate未明确宽温性能。此外,AS的激光束发散角()和抗干扰设计(如防脱靶算法)在龙门机床导轨共面测量等长距离场景中表现更优。 AS热膨胀智能对中仪的价格大概是多少?原装进口泵轴热补偿对中仪视频
详细介绍-下AS泵轴热补偿对中升级仪的工作原理?红外泵轴热补偿对中仪找正方法
ASHOOTER热补偿模型:匹配设备实际热变形规律材质参数的准确性需根据设备轴系、壳体的实际材质输入热膨胀系数(如泵轴为42CrMo时α=12.5×10⁻⁶/℃,电机壳为灰铸铁时α=10.8×10⁻⁶/℃),避免默认参数与实际不符导致补偿偏差(误差>5%时需手动校准)。对于复合材料部件(如衬塑泵壳),需通过实测获取热变形数据(可在停机升温过程中分段记录温度与偏差关系),自定义补偿曲线。分段补偿区间的合理性针对温度梯度大的设备(如高温泵进口端与出口端温差>50℃),需采用分段补偿模式,每段温度区间不宜过大(建议≤20℃),避免因线性假设误差累积。多工况设备(如切换介质温度的反应釜泵)需预设多组补偿参数,通过工况识别自动切换(如绑定电机电流、介质流量信号触发参数切换)。红外泵轴热补偿对中仪找正方法
与泵轴热补偿对中仪相关的文章

常见泵轴热补偿对中仪视频
- 自主研发泵轴热补偿对中仪怎么用 2026-05-26
- 红外泵轴热补偿对中仪找正方法 2026-05-26
- 无线泵轴热补偿对中仪使用视频 2026-05-26
- 租用泵轴热补偿对中仪多少钱 2026-05-26
- 振动泵轴热补偿对中仪调试 2026-05-25
- 原装进口泵轴热补偿对中仪用途 2026-05-24
- HOJOLO泵轴热补偿对中仪厂家 2026-05-24
- 10米泵轴热补偿对中仪厂家 2026-05-23
- 昆山泵轴热补偿对中仪多少钱 2026-05-22
- 汉吉龙测控泵轴热补偿对中仪技术参数 2026-05-22
- 无线泵轴热补偿对中仪保养 2026-05-22
- 设备泵轴热补偿对中仪操作步骤 2026-05-22
与泵轴热补偿对中仪相关的产品


与泵轴热补偿对中仪相关的新闻
-
租用泵轴热补偿对中仪使用方法图解 2026-05-20 04:03:16ASHOOTER系列中针对立式泵轴热补偿的**型号为ASHOOTER+激光轴对中仪,其垂直安装热变形补偿能力与高精度特性在石化、电力等行业的立式泵维护中表现***,具体技术优势如下:垂直安装热变形补偿的**技术1.动态热补偿算法与材质数据库ASHOOTER+内置20多种材料的热膨胀系数数据库(如钢、...
-
三合一泵轴热补偿对中仪特点 2026-05-20 21:11:47汉吉龙AS泵轴热膨胀智能对中仪具备自动计算补偿值的功能,且操作相对简便,接近“零门槛”。该仪器的热膨胀补偿功能可在对中过程中,让技术人员只需输入设备运行时的预期温度以及设备材料的膨胀系数等参数,仪器便能依据内置的热膨胀补偿算法,自动计算出因热膨胀导致的轴系偏移量,并在冷态安装时预留相应的...
-
欧洲泵轴热补偿对中仪厂家排名 2026-05-20 22:02:13双激光束实时监测与数字倾角仪修正双激光束技术:通过同步发射两束激光,实时监测轴在垂直方向的位移变化,可捕捉。例如,某冶金立式泵在启动升温过程中,轴因热膨胀向上位移,系统通过双激光束数据自动修正对中基准,确保热态对中精度。数字倾角仪:内置°精度的倾角仪,可实时监测设备安装基面的倾斜度。若立...
-
AS泵轴热补偿对中仪装置 2026-05-19 08:03:01HOJOLO-SYNERGYS分段温度补偿模式通过将温度区间划分为多个补偿段并匹配**参数,精细应对设备在复杂温度变化下的热变形问题。其**适用场景与设备类型如下:一、高温工况下的泵类设备化工与炼**业的高温介质输送泵如处理100℃以上热油、高温蒸汽或腐蚀性介质的离心泵、螺杆泵。这类设备...
与泵轴热补偿对中仪相关的问题
新闻资讯
产品推荐
-
红外泵轴热补偿对中仪找正方法
2026-05-26 -
广东智能疏水阀检测仪
2026-05-26 -

青海疏水阀检测仪定制
2026-05-26 -

10米轴对中校准测量仪电话
2026-05-26 -

自主研发镭射主轴对准仪找正方法
2026-05-26 -

电机轴心激光校正仪图片
2026-05-26 -

无线振动激光对中仪维修
2026-05-26 -

汉吉龙测控便携同心度检测仪批发
2026-05-26 -
设备激光对中服务制造商
2026-05-26