测量与数据采集选择测量模式:根据设备类型和对中要求,在仪器菜单中选择合适的测量模式,如刚性联轴器对中或弹性联轴器对中模式等。数据采集:缓慢旋转设备轴,使传感器依次经过特定位置,如0°、90°、180°、270°,在每个位置待仪器数据稳定后,按下确认键记录数据。仪器会自动计算出径向偏差和轴...
振动激光对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- AS500
- 类型
- 红外线吸收式分析仪
- 重量
- 1
- 厂家
- 汉吉龙测控技术有限公司
振动激光对中仪企业商机
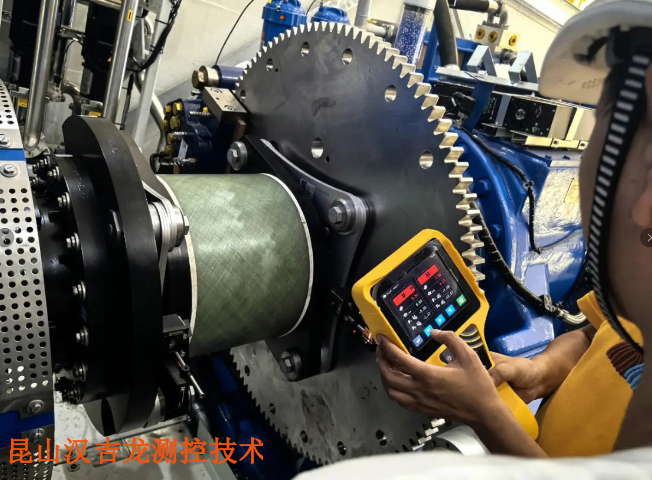
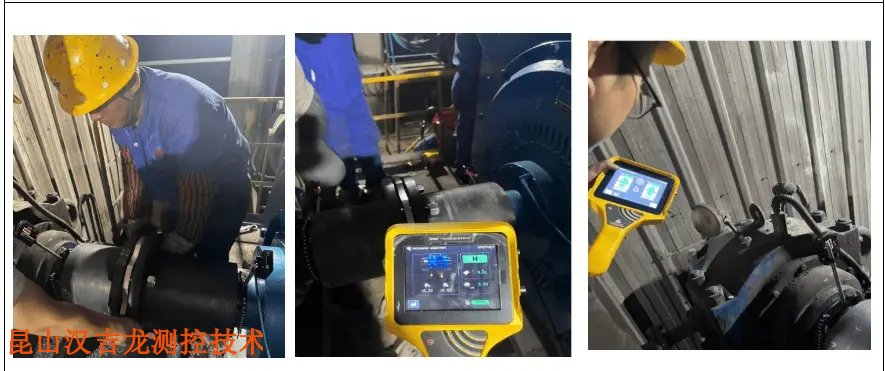
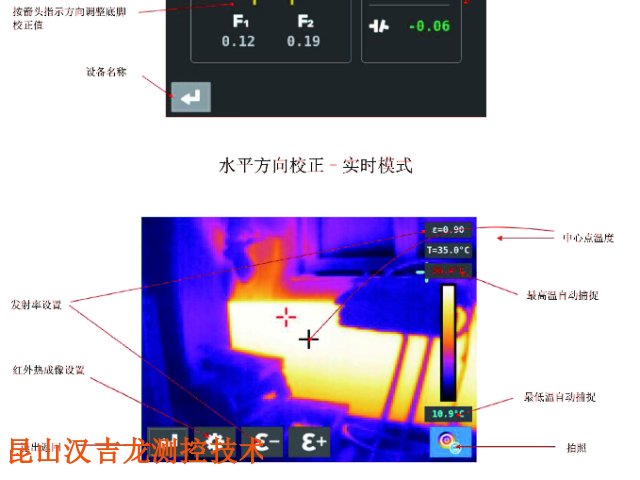
汉吉龙AS振动激光对中仪的操作流程主要包括操作前准备、设备安装与连接、测量与数据采集、调整设备以及结果验证与报告生成等步骤,具体如下:操作前准备工具与仪器配置:准备好汉吉龙AS振动激光对中仪、尼龙链条夹具、不锈钢垫片、扭矩扳手等工具。环境与设备状态确认:确保设备已停机并切断动力源,悬挂“禁止合闸”警示牌,设置半径2米的警示区域。用无水乙醇擦拭轴及联轴器法兰,确保无油污、锈迹。记录环境温度,若设备为热态运行,需启用热膨胀补偿算法,输入材料膨胀系数。设备安装与连接固定测量单元:将标有“S”的激光发射器固定在基准设备端,标有“M”的激光接收器固定在待调整端,根据轴径选用合适的磁性夹具、链条或V型支架,确保安装稳固且激光路径无遮挡。调整夹具水平:通过内置电子倾角仪校准,若倾角过大,需在夹具底部添加铜垫片。光路对齐:启动激光单元,手动微调三脚架高度或夹具角度,使M接收光斑位于窗口中心。设备连接:使用电缆或蓝牙连接显示单元与测量单元,确保接口标识匹配。开机后选择“水平轴对中”或“垂直轴对中”模式,输**轴器跨距、地脚间距等参数。 振动激光对中高温型 耐受设备高温辐射,振动校准不失效。机械振动激光对中仪保修
振动激光对中仪
振动溯源与校准效果闭环验证AS对中仪的振动频谱分析模块可通过FFT变换(频率分辨率)识别流水线振动的核心频率成分,精细定位振动源头:若多台设备同时出现1X转速频率振动超标,多为全局对中基准偏差;某台设备单独出现2X频率异常,大概率是自身轴系角度偏差过大;低频振动(<10Hz)***时,需排查设备软脚或基础松动问题。校准过程中,系统通过实时振动监测形成闭环验证:每完成一台设备的调整,立即采集全流水线振动数据,对比校准前后的振动幅值变化(如目标将整体振动速度从)。某电子元件流水线案例中,经协同校准后,各设备振动幅值平均降幅达62%,其中减速器轴承振动从,达到ISO10816-3标准“***”等级。 设备振动激光对中仪写论文振动激光对中快速响应仪 振动变化快速捕捉,校准及时调整。

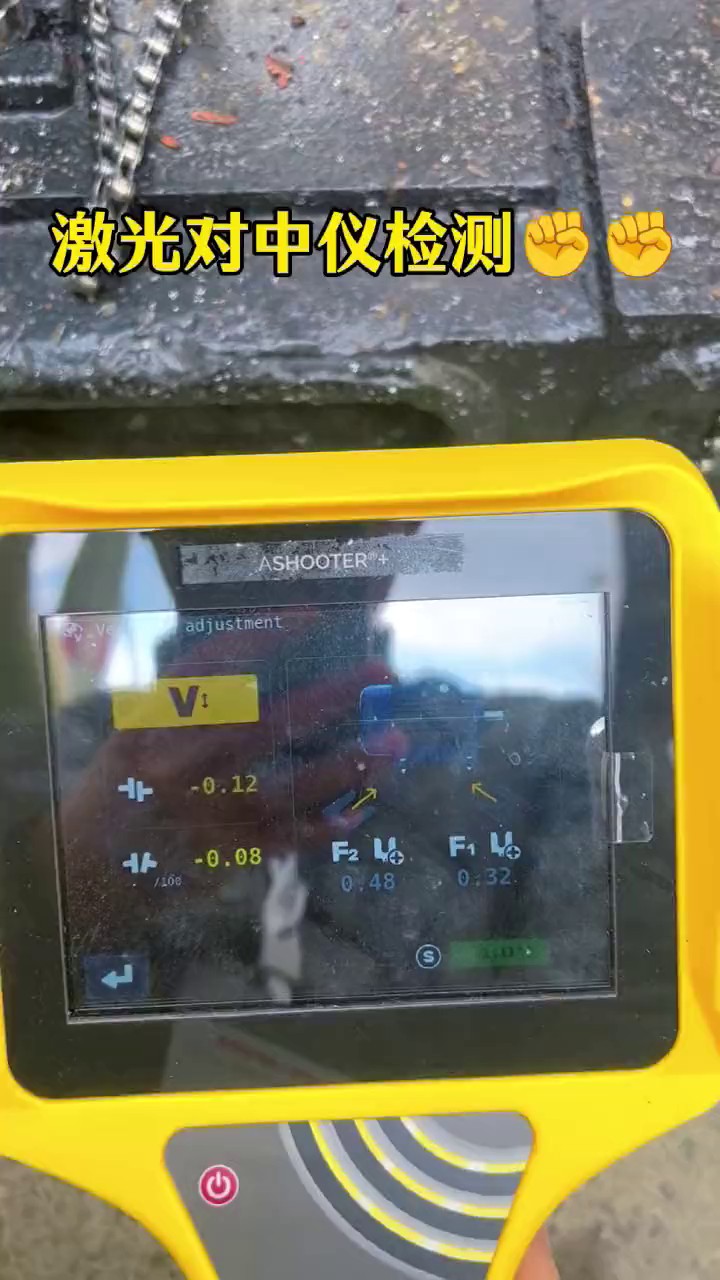
测量与振动分析冷态对中测量在界面点击“开始测量”,按提示盘动设备轴系(至少旋转3个位置,每转120°停顿一次,直至屏幕显示“测量完成”)。系统自动计算并显示水平/垂直方向的径向偏移(mm)和角度偏差(mm/m),通过3D动态视图直观呈现(绿色为合格,红色为超标)。振动信号采集点击“振动分析”,选择测量时长(通常10秒-1分钟),系统自动采集振动速度、加速度信号并生成时域波形与FFT频谱图。若2倍转频峰值突出(如幅值>),提示“轴系角度不对中”;1倍转频占比超70%,提示“可能存在不平衡”。软脚检测(关键步骤)选择“软脚检测”功能,按提示依次松开设备地脚螺栓,系统通过激光位移变化判断软脚位置及偏差值(单脚误差>)。对超标软脚,屏幕显示需增减的垫片厚度(如“地脚1:增加”)。
三维动态校准,避免安装误差传统激光对中仪依赖人工安装传感器,易因支架倾斜导致基准偏移。AS500的双激光束可实时扫描传感器安装状态:若两激光束在接收器上的光斑偏移量超过0.01mm,屏幕立即提示“传感器安装倾斜”,并显示调整方向(如“发射器需顺时针旋转0.5°”);配合内置0.1°精度的数字倾角仪,自动修正支架水平度偏差,确保测量基准与轴系中心线完全平行,从源头减少安装引入的误差。二、振动数据双重验证:从“单一判断”到“交叉校验”AS500突破传统对中仪“*测几何偏差”的局限,通过激光对中数据+振动频谱分析的双重验证,精细区分“对中不良”与其他振动源,避免盲目校准。振动激光对中数据导出仪 振动校准数据轻松导出,便于分析存档。

振动数据双重验证:精细锁定故障**AS500的振动分析模块同样具备双重验证能力,通过“激光对中偏差+振动频谱特征”的联动分析,精细定位振动源头:对中偏差与振动幅值的关联验证:系统先通过双激光测量轴系对中偏差(如角度偏差),再结合ICP/IEPE磁吸式加速度传感器采集的振动数据(如2倍转频幅值达),若两者均指向“轴系不对中”,则故障判定准确率提升至98%以上。例如某石化厂高温泵,双激光显示径向偏差,振动频谱中2倍转频峰值***,技术人员据此快速判定为对中不良,避免了误判为轴承故障的拆机损失;多点位振动数据交叉验证:仪器可同时连接4个振动传感器,分别安装在电机前后端、泵轴承座等关键位置,对比不同点位的振动频谱特征。若某点位1倍转频振动超标,而其他点位正常,可能是局部不平衡;若所有点位均出现2倍转频异常,则大概率是全局对中偏差,通过多数据比对,进一步缩小故障范围。 介绍一下汉吉龙SYNERGYS振动激光对中预警仪的安装和使用方法?激光振动激光对中仪技术参数
压缩机振动激光对中仪 针对压缩机高频振动,校准效果明显。机械振动激光对中仪保修
当主激光测量某电机径向偏差为,辅助激光的测量结果需控制在±,若超出该阈值,系统立即提示“数据异常”,并自动重新采集,避**一激光受粉尘、油污干扰导致的误判;针对长跨距(5-10米)设备(如风电齿轮箱、大型压缩机),双激光束可动态补偿激光发散误差,将测量重复性从传统单激光的±≤,确保远距离测量的数据可靠性。这种双重测量机制,如同为数据精度上了“双保险”,从源头杜绝了单一传感器故障或环境干扰造成的测量偏差。振动数据双重验证:精细锁定故障**AS500的振动分析模块同样具备双重验证能力,通过“激光对中偏差+振动频谱特征”的联动分析,精细定位振动源头:。 机械振动激光对中仪保修
与振动激光对中仪相关的文章

红外振动激光对中仪保修
- S和M振动激光对中仪的作用 2026-05-27
- 机械振动激光对中仪保修 2026-05-27
- 汉吉龙振动激光对中仪技术参数 2026-05-27
- 工业振动激光对中仪批发 2026-05-27
- 多功能振动激光对中仪操作步骤 2026-05-26
- 无线振动激光对中仪维修 2026-05-26
- 马达振动激光对中仪多少钱 2026-05-26
- 国内振动激光对中仪价格 2026-05-26
- 国产振动激光对中仪演示 2026-05-25
- 电机振动激光对中仪供应商 2026-05-25
- 汉吉龙测控振动激光对中仪哪家好 2026-05-25
- 无线振动激光对中仪怎么样 2026-05-24
与振动激光对中仪相关的产品



与振动激光对中仪相关的新闻
-
专业级振动激光对中仪激光 2026-05-21 13:02:17振动溯源与校准效果闭环验证AS对中仪的振动频谱分析模块可通过FFT变换(频率分辨率)识别流水线振动的核心频率成分,精细定位振动源头:若多台设备同时出现1X转速频率振动超标,多为全局对中基准偏差;某台设备单独出现2X频率异常,大概率是自身轴系角度偏差过大;低频振动(<10Hz)***时,需...
-
机械振动激光对中仪贴牌 2026-05-20 14:02:05数据协同诊断机制:AS振动激光对中仪集成了激光对中、振动分析和红外热成像功能,可实现数据的相互印证与协同诊断。激光对中发现轴系偏差后,振动分析可通过频谱特征确认偏差是否已引发振动异常,红外热像则能进一步验证是否因偏差导致部件过热。这种多维度的检测方式能够更***、准确地评估压缩机的运行状...
-
电机振动激光对中仪服务 2026-05-19 11:02:32汉吉龙SYNERGYS振动激光对中低功耗仪通过智能电源管理架构与低功耗硬件设计的深度融合,实现了工业级长时间监测场景下的续航突破。其节能技术体系可概括为“三核驱动”模式:一、硬件级节能设计激光与传感器协同休眠采用法国SYNERGYTECH定制的双模式激光发射器:在测量间隙自动切换至“待机...
-
汉吉龙振动激光对中仪贴牌 2026-05-19 14:02:14汉吉龙SYNERGYS振动激光对中仪通过全流程智能化设计与多技术协同创新,彻底颠覆传统校准模式,将高转速设备的振动校准时间从8-12小时压缩至2-4小时,***降低停机损失。其**技术突破体现在以下维度:一、无线化与模块化架构:突破物理限制的快速部署全无线传感器网络采用蓝牙,传感器单元与...
与振动激光对中仪相关的问题
新闻资讯
产品推荐
-
AS100轴对中校准测量仪保修
2026-05-27 -

专业级便携同心度检测仪现状
2026-05-27 -

海南疏水阀检测仪企业
2026-05-27 -

工业联轴器对中服务使用方法图解
2026-05-27 -

马达快速对中校正仪调试
2026-05-27 -

进口便携同心度检测仪写论文
2026-05-27 -

电机轴心激光校正仪怎么用
2026-05-27 -
三合一轴对中校准测量仪装置
2026-05-27 -
工厂轴对中校准测量仪服务
2026-05-27