- 品牌
- 赋耘
- 型号
- FY-MH-100
- 类型
- 低倍组织热酸蚀装置
- 工作室尺寸
- 长40*400m250
- 温度波动度
- 误差±1℃
- 加工定制
- 是
- 外形尺寸
- 520x496x550
- 重量
- 20
- 厂家
- 赋耘
- 产地
- 上海
全自动低倍组织酸蚀过程中在试样现场通过火焰切割机对试样进行切割,将切割后的试样送到实验室,试样以铣床加工为主。试样切割具体作业为:横向试样在现场切割两次得到毛坯样,少量的纵向试样需要切割3次。加工时间:火焰切割需要时间5-10分钟,带锯切割时间10-60分钟。取样部位根据:GB226_91《钢的低倍组织及缺陷酸蚀检验法》、攀钢内部标准以及用户合同特殊规定,部位:大多数试样为横向试样(端截面),部分为纵向试样(沿纵轴截取,长度一般是端面周长或者是直径的)。试样传输系统为MLF-LIFT智能行车,用于试样在设备间的搬运,由轻型标准行车进行数控改装而成的双梁式智能行车,载重500KG,比较大速度2M/S,Z轴升降方式采用刚性导向柱形式,做到在移动过程中避免工件的晃动,升降过程全程由激光测距仪自动定位精度2mm,升降速度。在升降柱底端装备电磁吸盘和自动定位缓冲装置,行车X、Y轴向的移动:全部采用变频电机或伺服电机驱动加上激光测距仪定位由控制系统SMENSPLCS7300(PR0FIBUS双电缆通讯)进行X、Y轴的准确定位,确保试样工件能自动传送到预定位置。由于全自动方圆坯连铸低倍检验系统主要承担中高碳钢、合金钢。
低倍组织加热腐蚀装置国内哪家品牌靠谱?辽宁钢铁行业低倍腐蚀国标

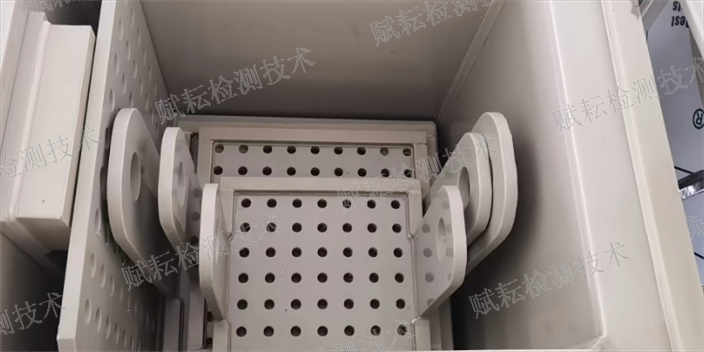
低倍组织热酸蚀装置为克服现有技术的不足,本发明的发明目的在于提供一种钢材低倍组织热酸蚀加热装置,采用电磁感应加热方式,热效率高,使用安全可靠,并能精确控制酸蚀温度和时间,确保钢材试样低倍组织试验结果的准确度,并且可有效地降低生产成本,减少环境污染。为了实现上述目的,本发明的技术方案是:一种钢材低倍组织热酸蚀装置,包括酸蚀器,所述酸蚀器包括槽体和槽盖,所述热酸蚀装置还包括电磁感应加热装置,所述电磁感应加热装置包括感应盘和加热盘,所述槽体置于感应盘上,所述加热盘位于槽体内腔的底部。钢材低倍组织热酸蚀装置,所述热酸蚀装置还包括控制装置,所述控制装置包括位于槽体外部的控制器和温控计时仪,以及位于槽体内部的热电阻,所述热电阻通过热电阻支架固定在槽体内,所述热电阻与温控计时仪相连接,所述温控计时仪连接控制器的输入端,所述控制器的输出端连接感应盘。 安徽钢铁行业低倍腐蚀低倍加热腐蚀装置保温多久?
钢材低倍组织热酸蚀装置采用电加热方式存在三个问题:一是热效率低,一般能达到50%左右,且热能排放使四周温度升高、工作环境恶化;二是安全性差,电热管位于高温、高腐蚀性、高导电性的酸蚀槽内,易受到腐蚀而破裂漏电,引起设备短路、甚至人员触电的安全事故;三是成本较高,一般说来导热性能好的材料不耐酸,耐酸的材料导热差,因此现有技术一般采用既导热又耐酸的石英玻璃,但石英玻璃材质脆性大、加工性能差,且不耐用,因此结构成本和使用成本均较高;四是不能精确控制加热温度和加热时间,更不能实现远程控制,因而不能准确控制钢材热酸蚀程度,进而影响钢材低倍组织试验结果的准确度。现有技术的热酸蚀装置还存在酸液挥发严重,既浪费材料、增加成本,又严重污染环境的问题。为克服这一缺陷,中国发明专利“一种钢的低倍组织及缺陷酸蚀系统”,公开了一种热酸蚀装置,通过酸雾收集器、抽风机,吸收并中和热酸蚀装置中挥发出的酸雾,从而降低酸雾对环境的污染。但是上述仍然存在明显缺陷:一是酸雾收集器将吸收的酸液,与吸收液进行中和反应后排放,需要持续消耗吸收液,并且酸液不能回收再利用,因而总体成本较高;二是酸蚀槽为非密闭结构。
全自动低倍组织酸蚀系统,包括:对钢样进行切割的火焰切割机;运送切割后的钢样至试验平台的叉车;将钢样从试验平台传送至对钢样进行单向端面立铣的龙门铣磨床I的工作台的行车;对钢样酸蚀、清洗和干燥的酸洗机,酸洗机包括:机架和设置于机架上的酸雾处理装置、试剂喷淋装置、水洗、吹干装置、液体存储箱、移动排风罩、液位计和电气控制柜;对钢样进行拍照的摄影装置在现有技术中,需要将整个钢材试样放入高浓度的盐酸中,由于将整个试样投入热盐酸的过程极易造成盐酸外溅,同时会散发出的大量酸烟也对设备及人体健康有害。为了能够简便、安全地对钢材试样进行质量检测,本发明在上述结构设计的基础上做出了如下改进:对钢样进行切割的火焰切割机;运送切割后的钢样至试验平台的叉车;将钢样从试验平台传送至对钢样进行单向端面立铣的龙门铣磨床I的工作台的行车;对钢样酸蚀、清洗和干燥的酸洗机2;和,对钢样进行拍照的摄影装置。 低倍加热腐蚀装置控制器和腐蚀槽分离!

低倍组织热酸蚀装置所述的外壳中部的凹槽的规格和数量可以根据实际需求而定,较佳的可以设置四组矩形槽,其中四组矩形槽可以依次设定为酸洗槽、碱洗槽、炸洗槽和水槽。进一步,根据此种低倍酸碱检验洗槽实现的低倍酸碱检验方法,包括如下步骤:I)在酸洗槽内放入铝样板并倒入酸溶液,所述酸溶液为硝酸水溶液、盐酸水溶液、硫酸水溶液或依据上述水溶液两两混合或全部混合制成的混合溶液,酸溶液的用量以浸没铝样板高度的一半为宜,通过酸溶液对铝样板表面进行腐蚀,腐蚀时间为46分钟,直至铝样板显现铝合金的晶粒;之后,将铝样板放入水槽内清洗铝样板表面,清洗完毕后观察铝样板上的晶粒的尺寸;2)在碱洗槽内放入铝样板并倒入碱液,所述碱液为氢氧化钠水溶液,碱液的用量以浸没铝样板高度的一半为宜,通过碱液对铝样板表面进行腐蚀,腐蚀时间为扩12分钟,直至去除铝样板表面的油脂;之后,将铝样板放入水槽内清洗铝样板表面,清洗完毕后观察铝样板表面的缺陷情况;3)在炸洗槽内倒入炸洗液,通过炸洗液对铝样板进行炸洗,炸洗时间扩12分钟,炸洗结束后,将铝样板放入水槽内清洗铝样板表面,分析铝样板表面质量。 电解抛光腐蚀仪电压电流时间怎么设置?金相低倍腐蚀用什么腐蚀液
低倍组织加热腐蚀装置使用!辽宁钢铁行业低倍腐蚀国标
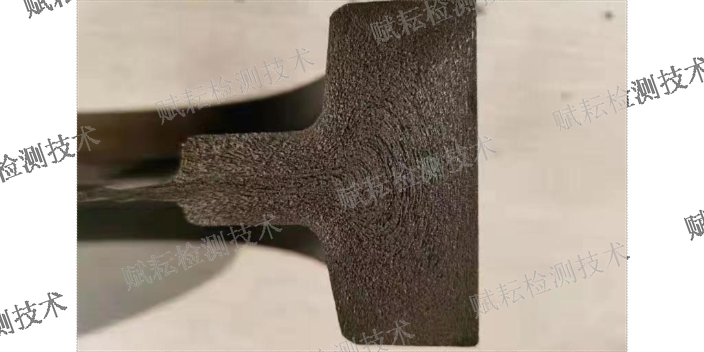
按照GB/T226中推荐的冷蚀液,酸蚀的效果并不理想,且冷蚀检验法腐蚀的程度轻,对酸蚀过程操作要求严格,如酸蚀液涂抹不均匀会造成成分偏析的假象,如刷洗不充分,微小的气孔等缺陷则不能充分显示,造成低判或漏判。对于硫印检验,此法存在污染小,周期短,操作简单的优点,但是缺点在于从检验的图样上来看,不能显示等轴晶、树枝晶及坯壳致密等轴晶的比例,且局限于ωs>,当铸坯中s含量较低时,硫印片模糊不清,甚至出现“白板”。枝晶腐蚀检验是将试样用铣床铣平、磨床磨光(表面粗糙度<。μm)、抛光机抛光(表面粗糙度<μπι)达到镜面光洁度,在室温条件下使用特定的腐蚀试剂进行浇蚀、擦蚀或者浸泡试样检验面约12min。该工艺虽能够判定铸坯内部质量的各项指标,准确测定等轴晶、树枝晶及坯壳致密等轴晶的比例,但是缺点在于对试样加工光洁度要求极高,加工过程耗时耗力,周期太长。对于热酸蚀检验,通常采用的工艺为将试样加工至合适尺寸,经铣床加工至表面粗糙度不大于μπι,然后将试验放入事先加热到60?80°C盐酸和硫酸混合溶液中酸蚀15?25min,再用热水清洗。此方法优点在于试样加工的光洁度要求不高,能够充分显示各自缺陷,但是缺点在于需对酸进行加热。 辽宁钢铁行业低倍腐蚀国标
赋耘检测技术(上海)有限公司目前已成为一家集产品研发、生产、销售相结合的生产型企业。公司成立于2018-06-12,自成立以来一直秉承自我研发与技术引进相结合的科技发展战略。公司具有金相设备耗材检测技术,抛光液抛光膏抛光剂抛光粉,砂纸切割片碳化硅氧化铝,热镶嵌料冷镶嵌料镶嵌机等多种产品,根据客户不同的需求,提供不同类型的产品。公司拥有一批热情敬业、经验丰富的服务团队,为客户提供服务。依托成熟的产品资源和渠道资源,向全国生产、销售金相设备耗材检测技术,抛光液抛光膏抛光剂抛光粉,砂纸切割片碳化硅氧化铝,热镶嵌料冷镶嵌料镶嵌机产品,经过多年的沉淀和发展已经形成了科学的管理制度、丰富的产品类型。我们本着客户满意的原则为客户提供金相设备耗材检测技术,抛光液抛光膏抛光剂抛光粉,砂纸切割片碳化硅氧化铝,热镶嵌料冷镶嵌料镶嵌机产品售前服务,为客户提供周到的售后服务。价格低廉优惠,服务周到,欢迎您的来电!
全自动低倍组织酸蚀系统其中,液体贮存箱采用PP材料制作,从而具有良好的耐腐蚀性。液体贮存箱包括:冷蚀试剂贮存箱3个,单个体积约;另有废酸贮存箱I个,体积约。两者均有液位显示装置和上下极限位报警装置,同时,酸液贮存箱设有过滤抽屉,可同时酸液中的铁屑杂物。其中,风罩移动机构中的排风罩采用PVC材料制作,具有耐酸性,而且强度高。风罩移动机构在移动时采用滚子链传动机构控制其移动速度和开闭位置。其中,液位计采用UHZ-57/76-UB插入式液位计(电流型),自带表盘显示,可实现液位的远距离检测、控制和报警。其中,电气控制柜使用PLC自动循环控制整个低倍组织酸蚀过程,也可调到手动档分别单独的调试各种数据。...
- 辽宁赋耘低倍腐蚀国标 2024-11-14
- 湖南耐高温低倍腐蚀酸雾系统 2024-11-14
- 湖北钢铁行业低倍腐蚀国标 2024-11-09
- 河南钢铁行业低倍腐蚀酸雾系统 2024-11-07
- 河南钢材料缺陷低倍腐蚀怎么使用 2024-11-07
- 湖北锻造流线低倍腐蚀代理加盟 2024-11-07
- 四川低倍腐蚀国标 2024-11-06
- 甘肃低倍腐蚀操作说明 2024-11-06
- 重庆钢铁行业低倍腐蚀怎么选择 2024-10-24
- 北京耐高温低倍腐蚀操作说明 2024-10-24



- 四川流线低倍腐蚀 2024-10-20
- 天津金属制品低倍腐蚀厂家直销 2024-10-20
- 赋耘低倍腐蚀厂家直销 2024-10-20
- 四川金属材料断口低倍腐蚀代理加盟 2024-10-20
- 内蒙古金属材料断口低倍腐蚀国标 2024-10-20
- 河北钢铁行业低倍腐蚀代理加盟 2024-10-20




- 重庆金刚石抛光液有哪些规格 11-24
- 山西氧化铝抛光液大概多少钱 11-24
- 四川钛合金抛光液哪家性价比高 11-23
- 湖北赋耘国产抛光液批发价 11-23
- 带背胶红色真丝绒抛光液适合什么材料 11-23
- 辽宁带背胶真丝绸抛光液适合什么材料 11-23
- 陕西氧化铝抛光液大概多少钱 11-23
- 辽宁金刚石抛光液代理加盟 11-23
- 内蒙古带背胶真丝绸抛光液 11-23
- 山西带背胶红色真丝绒抛光液品牌排行榜 11-23