- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 00
- 适用机床
- 车床,铣床,镗床,钻床,组合机床,加工中心,冲床,拉床
- 提供加工定制
- 是
- 样品或现货
- 现货
PCBN制成的刀具**适应于硬零件的切削加工。实际上,被加工零件硬度的下限是45HRC。如果用PCBN刀具加工硬度低于45HRC的零件,就将产生刀痕。在粗加工中,用整体PCBN刀具切削加下的比较大切削深度,在4.76~6.4mm的范围内变化加工白铁和其它硬的高铬铁比较大切削深度约为4.76mm,加工非合金的纯铸铁比较大切削深度为6.4mm,精加工的切削速度范围从加工高铬铁的107~122m/min到加工灰铸铁的高达2134m/min内变化。一切用PCBN刀具的加工,都要求使用刚性非常好的工具、夹具、主轴和机床。恰当的PCBN刀具精加工切削速度随着工件材料、材料高度以及零件的尺寸和形状的不同而***变化。例如,你可以在加工洛氏硬度60~62HRC的硬化钢时,以0.51mm的切削深度达到183m/min的切削速度;进给量为0.05~O.1mm/r可以加工出较低的表面粗糙度;材料越硬要求的切削速度越高。但是,切削速度大于约198m/min时,将导致过度磨损。加工普通铸铁可以用非常高的切削速度。刀尖形PCBN刀具无论是用于粗加下还是精加工都是既经济又可靠的。但是在有此场合要求使用整体刀具和全断面形刀具。粗镗带有铸造毛刺的气缸衬里的中间部位,就是一个典型的例子。细粒度(1-10 微米)PCD 复合片耐磨性能较差,但制作的刀具可实现相对低的工件表面粗糙度。上海刀具厂家
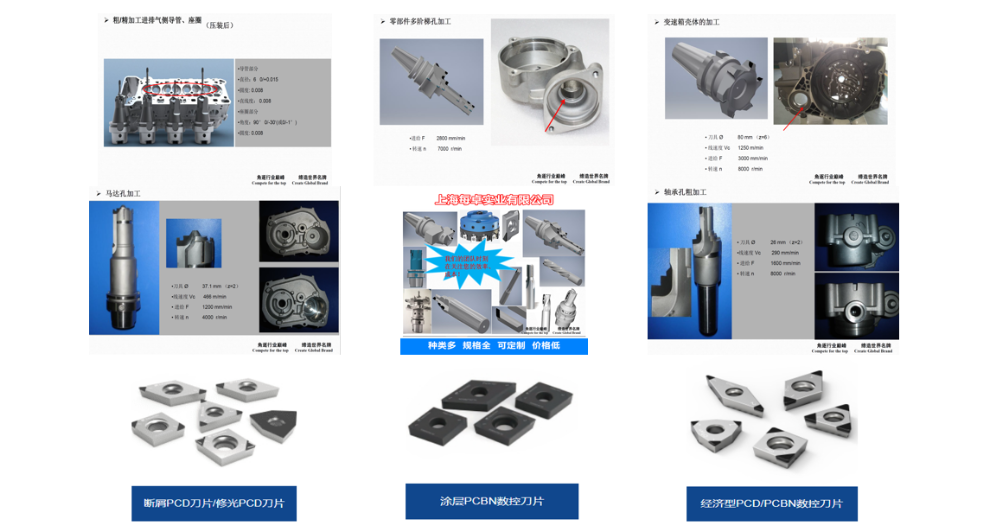
金刚石工具主要用于铝、铜、镁及其合金、硬质合金和高耐磨纤维增塑材料、金属基复合材料、木材等非金属材料的车削加工。切削速度、进给速度和深度加工条件取决于工件材料和硬度。主要用于有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)的切削加工,主要用于人造聚晶金刚石复合板(PDC)的性能和应用接近PCD刀具。由于金刚石颗粒要求有一些残留的粘结金属和石墨,其中粘结金属以聚结或叶脉分布会降低工具的耐磨性和寿命。除此之外,还有溶剂金属残留,溶剂金属与金刚石表面直接接触。降低(PDC)的抗氧化能力和刀具的耐热温度,因此刀具的切削性能不稳定。由于金刚石与低熔点金属及其合金之间具有较高的界面能,因此制备金刚石厚膜刀具的工艺复杂。普通低熔点焊料合金很难浸润金刚石。可焊性极差,难以制成复杂的几何形状刀具,因此无法在高速铣削中使用TDF焊接刀具。由于金刚石涂层工艺除了具有优良的力学性能外,还可以用于高速加工,如铝钛合金航空材料和石墨电极等。金刚石涂层工艺可以制备任何复杂形状的铣刀。江苏硬质合金刀具加工致力于为客户提供稳定品质的金刚石刀具。

刀具涂层:为了提高硬质合金刀具的耐磨性和切削性能,通常会对刀具进行涂层处理。常见的涂层材料包括氮化钛、氮化铝、碳化钛等。涂层可以提供更好的刀具表面硬度和润滑性,延长刀具的使用寿命。刀具磨砺:经过涂层处理的刀具需要进行磨砺,以获得更加锋利的切削刃。磨砺过程中,使用**的磨石或磨具对刀具进行磨削和抛光,以达到精确的刀具尺寸和形状。刀具检验:对制作完成的硬质合金刀具进行质量检验,包括外观检查、尺寸测量、硬度测试等。确保刀具符合设计要求和使用标准。以上是硬质合金刀具的一般制作工艺流程,不同类型的硬质合金刀具可能会有一些特殊的制作工艺步骤。制作硬质合金刀具需要高精度的设备和工艺控制,以确保刀具的质量和性能。同时,制作过程中需要注意安全措施,以防止粉尘和高温对人体造成伤害。
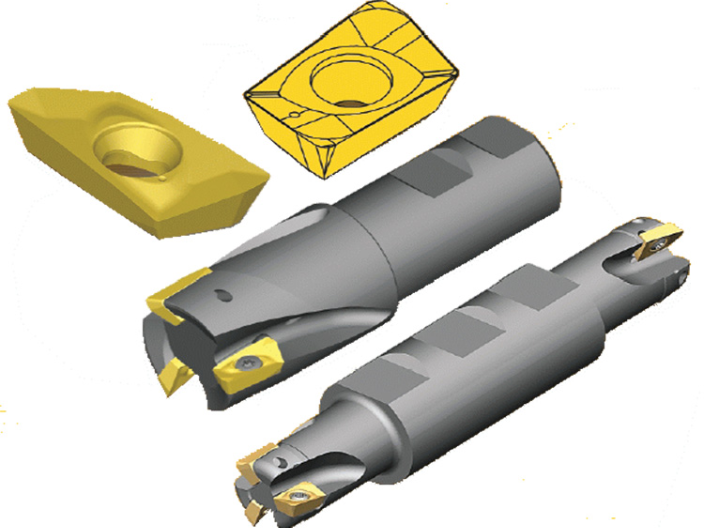
金刚石刀具主要用于紫铜及铜合金和金、银、铑等贵重有色金属,以及特殊零件的超精密镜面加工,如录相机磁盘、光学平面镜、多面镜和二次曲面镜等。但其结晶各向异性,刀具价格昂贵。PCD的性能取决于金刚石晶粒及钴的含量,刀具寿命为硬质合金(WC基体)刀具的10~500倍。主要用于车削加工各种有色金属如铝、铜、镁及其合金、硬质合金和耐磨性极强的纤维增塑材料、金属基复合材料、木材等非金属材料。切削加工时切削速度、进给速度和切削深度加工条件取决于工件材料以及硬度。人造聚晶金刚石复合片(PDC)性能和应用接近PCD刀具,主要用在有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)、复合材料等切削加工,逐渐替代硬质合金刀具。由于金刚石颗粒间有部分残余粘结金属和石墨,其中粘结金属以聚结态或呈叶脉状分布会减低刀具耐磨性和寿命。此外存在溶媒金属残留量,溶媒金属与金刚石表面直接接触。降低(PDC)的抗氧化能力和刀具耐热温度,故刀具切削性能不够稳定。金刚石厚膜刀具制备过程复杂,因金刚石与低熔点金属及其合金之间具有很高的界面能。金刚石很难被一般的低熔点焊料合金所浸润。可焊性极差,难以制作复杂几何形状刀具。PCD/PCBN 槽加工工具 断面槽 外圆槽 螺纹加工。

非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、全体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的资料也有必定的要求的。致力于为客户提供稳定品质的车床刀具。上海刀具厂家
PCD刀具可以承受更高的线速度,所以,可以明显提升加工效率。上海刀具厂家
工件材料的强度、硬度越高,产生的切削温度越高,故刀具磨损越快,刀具耐用度越低。切削碳素结构钢时,钢的含碳量对刀具耐用度有较大的影响。含碳量越高,渗碳体和珠光体的比重就越大,硬度就越高,刀具的磨损也就越快。因此切削高碳钢时刀具磨损较快,耐用度较低;切削中碳钢时刀具磨损就相对较慢,耐用度也相对较高。此外加工材料的延伸率越大或导热系数越低,均能使切削温度升高,刀具耐用度降低。刀具材料对刀具耐用度的影响刀具切削部分材料是影响刀具耐用度的主要因素,改善刀具材料的切削性能,使用高,就越耐磨,耐用度也越高。刀具刃磨质量和冷却润滑条件对刀具耐用度的影响刀具的刃磨质量对刀具的耐用度有很大的影响。如硬质合金刀具用碳化硅砂轮刃磨后,若不用细油石研磨,则由于刀刃有锯齿状的微小缺口、前后刀面表面粗糙度较高等原因,刀具的磨损较快,耐用度低,有时还易崩刃。实践表明,经过仔细研磨的车刀,耐用度可比未研磨的提高50%左右。使用冷却润滑液能降低切削区的温度并减少刀具与工件、刀具与切屑间的摩擦,对提高刀具耐用度是有利的。实验表明,用乳化液能降低切削区温度50℃~100℃,用切削油能降低切削区温度40℃~60℃。上海刀具厂家