- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 00
- 适用机床
- 车床,铣床,镗床,钻床,组合机床,加工中心,冲床,拉床
- 提供加工定制
- 是
- 样品或现货
- 现货
超硬材料具有优异的机械性能、物理性能和其他性能,其中有些性能很适合于刀具。具有很高的硬度天然金刚石的硬度达10000HV;CBN的硬度达7500HV。与其他硬物质相比,SiC硬度为3000~3500HV,A12O3为2700HV,TiC为2900~3200HV,WC为2000HV,Si3N4为2700~3200HV;作为刀具材料用的硬质合金,其硬度*为1100~1800HV。具有很好的导热性天然金刚石的热导率达2000W/m-1*K-1,CBN的热导率达1300W/m-1/K-1。紫铜的导热性很好,其热导率*为393W/m-1*K-1;纯铝为226W/m-1*K-1,故金刚石与CBN的热导率分别是紫铜的5倍和,是纯铝的8倍和5倍。硬质合金的热导率*为35~75W/m-1*K-1。具有很高的杨氏模量天然金刚石的杨氏模量达1000GPa,CBN的杨氏模量在720GPa。而SiC、Al2O3、WC、TiC的杨氏模量*分别为390、350、650、330GPa。物质的杨氏模量大就是刚性好。具有很小的热膨胀天然金刚石的线膨胀系数为1×10-6/K,CBN的线膨胀系数为()×10-6/K。而硬质合金的线膨胀系数为(5~7)×10-6/K。具有较小的密度天然金刚石的密度为,CBN的密度为。与Al2O3、Si3N4的密度接近。具有较低的断裂韧性天然金刚石的断裂韧性为。陶瓷刀具材料的断裂韧性在各种刀具材料中是属于较低者,然尚能达7~9MPa?。致力于为客户提供稳定品质的机加工刀具。日韩可转位刀具供应商
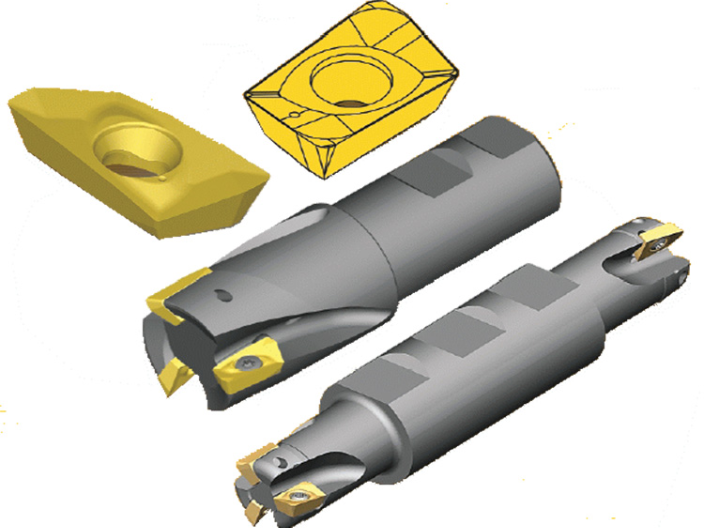
CBN刀具和PCD刀具是两种不同的刀具,它们在材料组成、硬度、耐磨性和适用范围等方面存在一些区别。材料组成:CBN刀具:CBN刀具的切削刃采用立方氮化硼(CubicBoronNitride)材料,由硼和氮原子组成的晶体结构。PCD刀具:PCD刀具的切削刃采用聚晶金刚石(PolycrystallineDiamond)材料,由许多微小金刚石颗粒通过高温高压工艺合成而成。硬度:CBN刀具:CBN刀具具有类似金刚石的硬度,比PCD刀具稍低,但仍然非常高。PCD刀具:PCD刀具的硬度比CBN刀具高几倍,是目前硬度比较高的刀具材料之一。耐磨性:CBN刀具:CBN刀具具有极高的耐磨性,能够在切削过程中长时间保持刀具的锋利度。PCD刀具:PCD刀具也具有极高的耐磨性,能够在切削过程中长时间保持刀具的锋利度。适用范围:CBN刀具:CBN刀具适用于加工硬质材料,如高速钢、工具钢、铸铁、热处理钢等。PCD刀具:PCD刀具适用于加工各种材料,包括铝合金、铜合金、钛合金、复合材料等。总体而言,CBN刀具适用于加工硬质材料,而PCD刀具适用于加工各种材料。CBN刀具的硬度类似金刚石,适用于高硬度材料的加工,而PCD刀具的硬度更高,适用于***的材料加工。此外,CBN刀具和PCD刀具在价格上也存在一定差异,CBN刀具相对较贵。因此。 铣刀刀具材料PCD/PCBN 槽加工工具 断面槽 外圆槽 螺纹加工。

一些零件的内部有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件,还有的自锐性比较好,修整间隔的时间长,在使用这个修整工具的时候,必须要按照正确的方法进行,尤其是一些刀具,必须要遵守一定的注意事项。PCD铣刀修整工具使用事项:1、在放置金刚石修整工具头到夹座时,注意不要撞击到砂轮表面,不能将单点的金刚石修整工具头垂直地对准砂轮中心。2、不能对发热的修整工具进行“淬火”。在干式修整时,必须保持两次修整的间隔时间,足以使发热的修整工具冷却。3、不能假定砂轮表面具有理想的平整。在开始修整时,找出砂轮的比较高点位置,进行修整。4、如果可能的话,每次砂轮的修除量,在砂轮的半径上不能超过。过大的修除量能够引起金刚石修整工具头的过早磨耗和经常破碎。5、但也不能每次修除太小的余量。对于在旧的或刚性差的机床上使用的砂轮可以不进行修整。注意修整中不能在一个位置上停留太长的时间。这样将会使砂轮表面抛光,产生高温和损坏金刚石修整工具。每天至少转动修整工具一次。是否拥有一套好的PCD铣刀等刀具修磨标准是衡量一个修磨中心是否专业的标准,修磨标准里,一般规定了不同刀具在切削不同材料时其切削刃的技术参数。
1、玉米铣刀,又称玉米棒铣刀,又叫鳞状铣刀,表面看是密集螺旋网纹状的,槽比较浅,一般都是用于一些功能材料之类的材料加工,特别是像一些碳纤维的卡夫拉材料(像飞机的机翼的外壳之类的)玻璃纤维等复合材料!!整体硬质合金鳞状铣刀,切削刃是由许多切削单元组成,切削刃锋利,从而极大地降低了切削阻力,而且可以实现高速切削,达到了以铣代磨的效果,提高了复合材料的加工效率和表面质量,延长了铣刀的使用寿命。2、波形刃立铣刀。它是在普通高速钢立铣刀的螺旋前刀面的基础上,用**铣夹具将螺旋前刀面再加工成波浪形螺旋面,它与后刀面相交成波浪形切削刃。相邻两波形刃的峰谷沿轴线错开一定距离,使切削宽度***减小,而切削刃的实际切削厚度约增大三倍,切下的切屑窄而厚,降低了切削变形程度,并使切削刃避开表面硬化层而切入工件。波形刃使切削刃各点刃倾角、工作前角以及承担的切削负荷均不相同。而且波形刃使同一端截面内的齿距也不相同。这些因素**减轻了切削力变化的周期性,使切削过程较平稳。铣削气割钢板等粗糙表面的工件,波形刃立铣刀尤其能显示出其优良的切削性能。加工过程中,需要对刀具的材质、刀口的几何形状、几何角度等,进行针对性的设计。
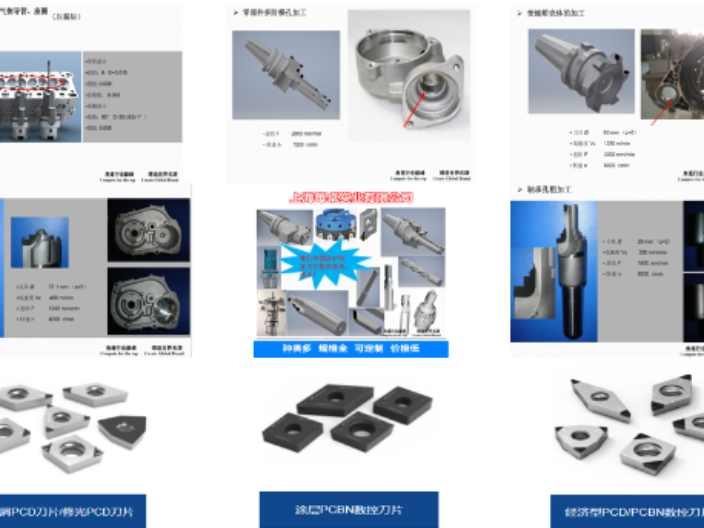
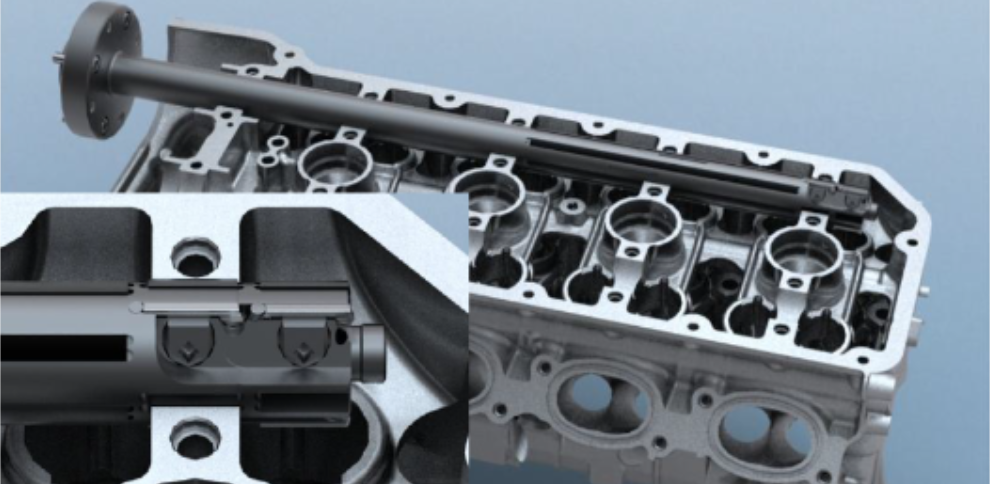
加工领域为深孔加工和由复合材料制成的零件的加工是被认为主要使用非标刀具的地方,这类复合材料主要为碳纤维增强塑料(CFRP),以及通过金属的堆叠对复合材料进行支撑的材料。深孔加工广泛应用于各种不同的行业,主要是能源业和航空工业。一些深孔零件通常看起来很难加工或者说很难开始进行加工,但是使用定制的非标刀具就可以通过一种高效且安全的方法轻松解决这一难题。上海每卓实业有限公司从事刀具销售,技术服务管理已经近多年 ,有着非常丰富的经验,目前有专业的团队、专业的技术、专业的售后服务,深受往来客户的好评,是一家集设计、开发、销售一体的企业。汽车零部件非标刀具HUB面铣刀。安徽深孔刀具
汽车零部件非标刀具涡轮壳PCD组合铣刀。日韩可转位刀具供应商
螺纹刀具和PCD刀具是两种常用的切削工具,它们在不同的应用场景下具有不同的优点。螺纹刀具的优点:螺纹刀具通常由高速钢或硬质合金制成,具有较高的硬度和耐磨性,适用于加工较硬的材料。螺纹刀具的刀具结构相对简单,易于加工和维护,成本较低。螺纹刀具的刀具形状多样,可以满足不同螺纹规格和形状的加工需求。PCD刀具的优点:PCD刀具采用多晶立方体结构的人工合成金刚石刀片,具有极高的硬度和耐磨性,适用于加工硬度较高的材料,如铝合金、复合材料等。PCD刀具具有优异的切削性能,能够实现高速、高效的加工,提高生产效率。PCD刀具的刀片具有较长的使用寿命,减少了刀具更换的频率和生产停机时间。PCD刀具的刀片表面光滑,不易粘附切削材料,减少了切削力和热量的产生,提高了加工质量和表面光洁度。总的来说,螺纹刀具适用于一般的螺纹加工需求,成本较低;而PCD刀具适用于高硬度材料的加工,具有高效、耐磨的特点,但成本较高。选择何种刀具应根据具体的加工要求和材料特性来决定。 日韩可转位刀具供应商