- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 00
- 适用机床
- 车床,铣床,镗床,钻床,组合机床,加工中心,冲床,拉床
- 提供加工定制
- 是
- 样品或现货
- 现货
中国刀具市场被冠以便宜没好货,是因为只看到了表层,做到便宜,还能盈利,就要认真分析中国刀具市场。所谓“赢利的刀具”应该具备的特性除了生产效率、产品性能等要素外,降低刀具成本也是一个至关重要的因素。东风汽车公司发动机厂自1988年使用PCBN刀具后,其效果一直保持稳定,较好地解决了引进设备的刀具国产化问题。随着中国汽车制造业的高速发展,国内刀具行业也异常活跃,蓬勃发展,国内外的刀具公司都看中了中国这个大市场,但这些外国刀具公司在刚进入中国时,对中国超硬刀具市场的发展估计并不足,有的是委托中国代理商销售一部分刀具,售后服务等工作还未能有力跟上,另外以瓦萨琪公司为在广佛地区为首的专业做超硬刀具的公司也同样在顺德设立了生产工厂,专门进行超硬刀具如金刚石刀具和CBN刀具的加工和修磨工作,产品质量尤胜进口刀具,其业务量也很大,帮助不少客户解决了超硬刀具的修磨工作。根据制造发展的需要,多功能复合刀具、高速高效的非标刀具即将成为主流。江苏深孔刀具厂家

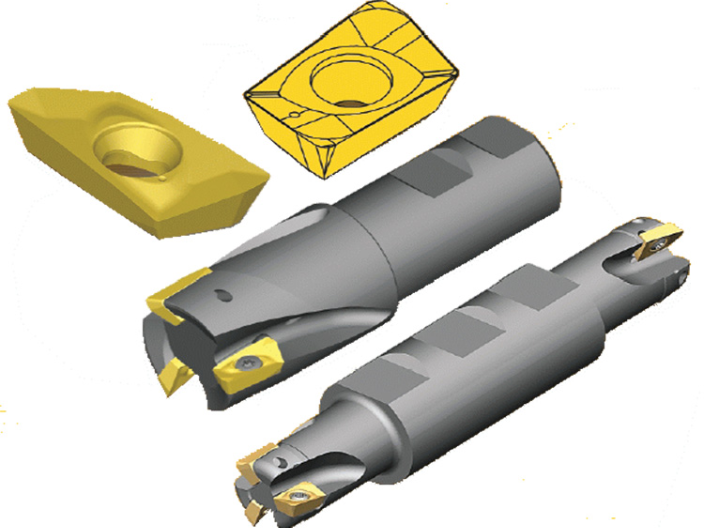
成型刀具又称成形车刀,是加工回转体成形表面的**工具,刀具的切削刃按工件表面轮廓形状制造,加工时,刀具相对工件作简单的直线进给运动。成型刀具和普通刀具区别在于:1、操作难易程度不同,用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。普通刀具在切削加工中可能需要多次进给,且对工作操作水平有更高要求。2、制造成本不同,成形车刀的可重磨次数多,使用寿命长,但是成形车刀的刀刃形状、刀具的设计和制造较复杂,故成本比普通车刀要高。3、适用性不同,成型刀是非标**刀具,只能加工一种形状,不能通用。故通常用在小型零件的大批量生产中。而普通车刀可以应用于各类形状的加工方面,应用范围更广。加工中心刀具怎么样PCD刀具可以承受更高的线速度,所以,可以明显提升加工效率。

超硬材料具有优异的机械性能、物理性能和其他性能,其中有些性能很适合于刀具。具有很高的硬度天然金刚石的硬度达10000HV;CBN的硬度达7500HV。与其他硬物质相比,SiC硬度为3000~3500HV,A12O3为2700HV,TiC为2900~3200HV,WC为2000HV,Si3N4为2700~3200HV;作为刀具材料用的硬质合金,其硬度*为1100~1800HV。具有很好的导热性天然金刚石的热导率达2000W/m-1*K-1,CBN的热导率达1300W/m-1/K-1。紫铜的导热性很好,其热导率*为393W/m-1*K-1;纯铝为226W/m-1*K-1,故金刚石与CBN的热导率分别是紫铜的5倍和,是纯铝的8倍和5倍。硬质合金的热导率*为35~75W/m-1*K-1。具有很高的杨氏模量天然金刚石的杨氏模量达1000GPa,CBN的杨氏模量在720GPa。而SiC、Al2O3、WC、TiC的杨氏模量*分别为390、350、650、330GPa。物质的杨氏模量大就是刚性好。具有很小的热膨胀天然金刚石的线膨胀系数为1×10-6/K,CBN的线膨胀系数为()×10-6/K。而硬质合金的线膨胀系数为(5~7)×10-6/K。具有较小的密度天然金刚石的密度为,CBN的密度为。与Al2O3、Si3N4的密度接近。具有较低的断裂韧性天然金刚石的断裂韧性为。陶瓷刀具材料的断裂韧性在各种刀具材料中是属于较低者,然尚能达7~9MPa?。
由于经济与环保方面的原因,近几年干切削加工方法已成为机械制造领域中的重点研究课题。我们首先来看一下湿切工艺由于使用切削液带来的问题:(1)长期暴露在空气中或切削加工中由切削热造成的切削液雾状挥发,容易污染环境、危害操作者健康,切削液中的硫、氯等添加剂危害更大,影响加工表面质量;(2)切削液的使用影响加工成本,据统计,切削液占生产成本的15%,而刀具费用*占3%~4%;(3)切削液的渗漏、溢出会污染环境,易发生安全、质量事故;(4)切削液的传输、回收、过滤等装置及其维护费用较高,增加了生产成本。由于以上原因,干切削加工工艺已在西方工业发达国家有了相当的应用。由美国Makino公司推荐的“红月牙”(RedCrescent)干切工艺,既可以充分发挥刀具的切削性能,与湿切相比又能**提高生产率。其机理是由于切削速度很高,产生的热量聚集于刀具前部,使切削区附近材料达到红热状态,屈服强度下降,进而达到提高切削效率的效果。采用红月牙干切削工艺的前提条件是在较高切削温度下,被切材料强度有明显下降,变得易切削,而刀具材料的强度在同样状态下要有较好的红硬性及热稳定性,还要有较好的耐磨性和抗粘结性。致力于为客户提供稳定品质的CBN刀具。
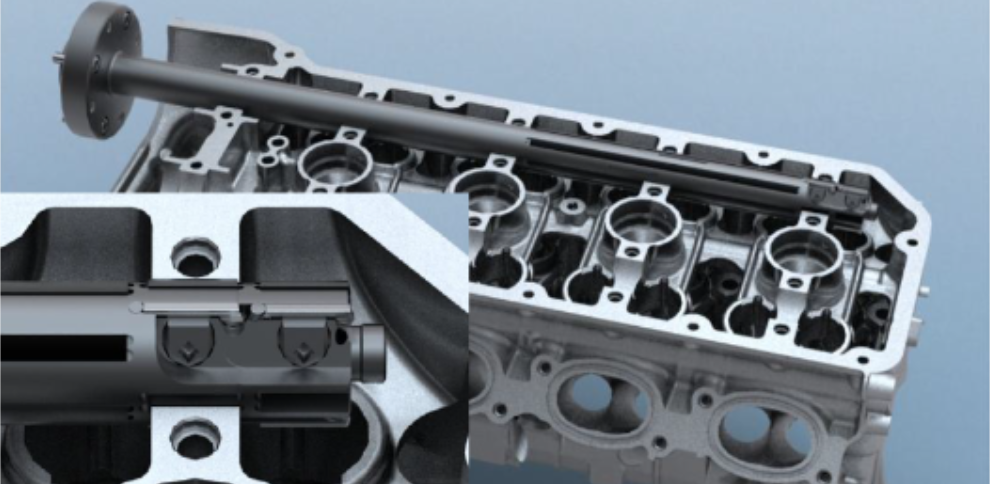
PCBN制成的刀具**适应于硬零件的切削加工。实际上,被加工零件硬度的下限是45HRC。如果用PCBN刀具加工硬度低于45HRC的零件,就将产生刀痕。在粗加工中,用整体PCBN刀具切削加下的比较大切削深度,在4.76~6.4mm的范围内变化加工白铁和其它硬的高铬铁比较大切削深度约为4.76mm,加工非合金的纯铸铁比较大切削深度为6.4mm,精加工的切削速度范围从加工高铬铁的107~122m/min到加工灰铸铁的高达2134m/min内变化。一切用PCBN刀具的加工,都要求使用刚性非常好的工具、夹具、主轴和机床。恰当的PCBN刀具精加工切削速度随着工件材料、材料高度以及零件的尺寸和形状的不同而***变化。例如,你可以在加工洛氏硬度60~62HRC的硬化钢时,以0.51mm的切削深度达到183m/min的切削速度;进给量为0.05~O.1mm/r可以加工出较低的表面粗糙度;材料越硬要求的切削速度越高。但是,切削速度大于约198m/min时,将导致过度磨损。加工普通铸铁可以用非常高的切削速度。刀尖形PCBN刀具无论是用于粗加下还是精加工都是既经济又可靠的。但是在有此场合要求使用整体刀具和全断面形刀具。粗镗带有铸造毛刺的气缸衬里的中间部位,就是一个典型的例子。CBN刀具可以实现精车代磨,使被加工工件获得较高加工精度和较好表面质量的同时也使生产效率提高。加工中心刀具怎么样
非标刀具在机械加工中的运用非常多,非标刀具的种类也很多。江苏深孔刀具厂家
非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、全体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的资料也有必定的要求的。江苏深孔刀具厂家