- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 00
- 适用机床
- 车床,铣床,镗床,钻床,组合机床,加工中心,冲床,拉床
- 提供加工定制
- 是
- 样品或现货
- 现货
加工领域为深孔加工和由复合材料制成的零件的加工是被认为主要使用非标刀具的地方,这类复合材料主要为碳纤维增强塑料(CFRP),以及通过金属的堆叠对复合材料进行支撑的材料。深孔加工广泛应用于各种不同的行业,主要是能源业和航空工业。一些深孔零件通常看起来很难加工或者说很难开始进行加工,但是使用定制的非标刀具就可以通过一种高效且安全的方法轻松解决这一难题。上海每卓实业有限公司从事刀具销售,技术服务管理已经近多年 ,有着非常丰富的经验,目前有专业的团队、专业的技术、专业的售后服务,深受往来客户的好评,是一家集设计、开发、销售一体的企业。致力于为客户提供稳定品质的深孔刀具。安徽机床刀具供应商
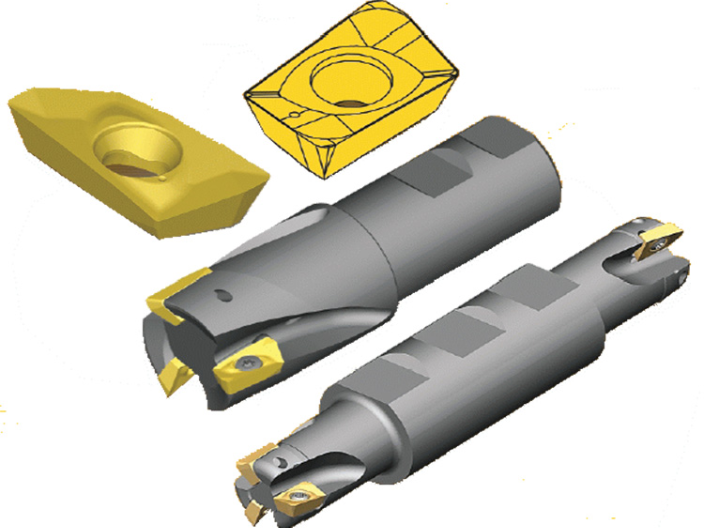
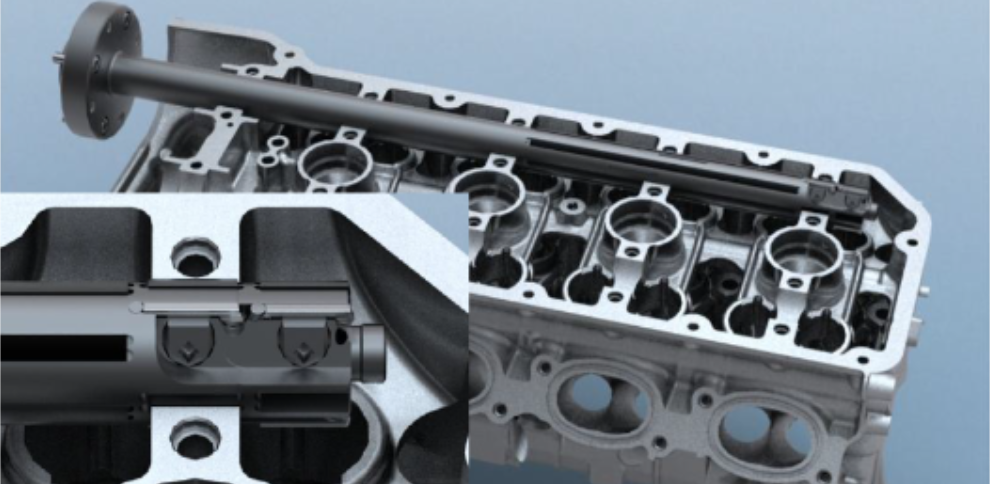
FMP-BE可转位面铣刀非标定制,主要用于结构复杂且对刀具直径 长度或者刚性有特殊要求的场合。可以灵活完成型腔 方肩及端面加工要求。定制FMP-BE可位面铣刀的特点主要有:1.铝合金和钢双金属设计,重量轻强度高,寿命一般是常规铝合金刀盘的数倍2.预定位面可使刀片快速定位,定位精度可达0.02mm,满足没有预调设备的客户使用。3.调节结构简洁易用,可用在0.1mm范围内进行微调,整盘刀片可轻松调节到0.002mm以内精度。4.刀片安装简单,可装不同主偏角刀片。5.刀片采用定位面和后刀面分离设计,定位基准单一 长效。6.刀片双头化设计,可重复修磨,经济实用。7.刀片多种刃口形式和主偏角设计,不同刀片组合可以满足端面铣削 方肩铣削的各种工况需求。安徽机床刀具供应商汽车零部件非标刀具涡轮壳PCD组合铣刀。
机械加工中所需要的各类刀具都有相关的型号、规格,确定了刀具的安装方式、几何尺寸、刀具角度等。但在生产有些特殊零件时,机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,通用的刀具不能满足产品的需要。需定做安装方式、几何尺寸、刀具角度等不同于通用刀具的即为非标刀具,非标刀具是根据零件的加工特性,特别设计制造的刀具,能提高生产效率,综合降低成本。2因此,非标刀具的制作对机械切削加工十分重要。由于标准刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到一些工件的表面几何形状复杂特殊、工件进行过热处理而硬度增大、工件为不锈钢等容易粘刀、被加工表面有较高的粗糙度要求等情况时,标准刀具就无法满足加工的需要。所以在加工过程中,需对刀具的材质、刀口的几何形状,几何角度等,进行针对性的设计。3非标刀具可分为不需要专门订制和需要专门订制两大类。不需要专门订制的刀具主要是解决两个问题,如尺寸问题和表面粗糙度问题。如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度。
刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。合理刃磨和使用刀具,延长刀具的使用寿命,降低加工成本,提高劳动生产率,保证产品的质量至关重要。当一把刀具使用一定时间后,它的刀刃会因磨损而变钝,无法使用。经过重新刃磨以后,刀刃恢复了锐利,仍可继续使用。这样经过使用——磨损——刃磨几个循环以后,刀具切削部分变无法使用,完全报废了,刀具从刃磨开始一直磨损量达到磨损限度为止的总切削时间称为刀具寿命。刀具磨损会缩短刀具使用寿命,损坏工件表...首先、刀具材料刀具材料是决定刀具切削性能和使用寿命的根本因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。刀具材料越硬,其耐磨性越好,硬度越高,冲击韧性越低,材料越脆。硬度和韧性是一对矛盾,也是刀具材料所应克服的一个关键。对于石墨刀具,普通的TiAlN涂层可在选材上适当选择韧性相对较好一点的,也就是钴含量稍高一点的;对于金刚石涂层石墨刀具,可在选材上适当选择硬度相对较好一点的,也就是钴含量稍低一点的;这样可以延长刀具的使用寿命。非标刀具是指根据被加工工件实际情况而定制的刀具或刀片刀粒。

硬质合金刀具的制作工艺通常包括以下几个步骤:原料准备:选择合适的钨钴合金原料,通常是将钨粉和碳化钨粉与适量的钴粉混合,按照一定的比例进行混合和研磨,以获得均匀的混合粉末。压制成型:将混合粉末放入模具中,通过压制机进行压制成型。压制过程中,粉末会受到高压力的作用,使其形成一定形状的刀具坯料。精密烧结:将刀具坯料放入高温炉中进行精密烧结处理。烧结温度通常在1300-1500摄氏度之间,烧结时间根据具体要求而定。在烧结过程中,钨钴合金中的钴会熔化并渗透到碳化钨颗粒之间,形成致密的结构。精密加工:经过精密烧结处理后的刀具坯料需要进行精密加工,包括车削、铣削、磨削等工艺。通过这些工艺,可以将刀具坯料加工成具有特定形状和尺寸的刀具。 PCD刀具可以承受更高的线速度,所以,可以明显提升加工效率。上海刀具加工
面对日益增多的难加工材料,刀具行业必须改进刀具材料研发新的刀具材料和更合理的非标刀具。安徽机床刀具供应商
CBN立方氮化硼刀片性能特点CBN立方氮化硼刀片的突出优点就是硬度高、红硬性好,因此有着普通刀具所不具备的特点。(1)硬度高,耐磨性好。CBN立方氮化硼刀片的硬度*次于金刚石,与PCD刀具统称为超硬刀具。CBN立方氮化硼刀片适合加工原来只能磨削的高硬度黑色金属材料,可以获得较好的表面质量。(2)热稳定性好。CBN立方氮化硼刀片的耐热性可达1400~1500℃,比金刚石的耐热性高出一倍,是刀具中耐热比较好的,因此可用来高速车削。(3)化学稳定性好。CBN立方氮化硼刀片惰性高,与铁系材料在1200~1300℃也不会发生化学反应,高温切削时不会出现急剧磨损现象。(4)热导性好。CBN立方氮化硼刀片的热导性好,**高于高速钢和硬质合金,并且随着切削速度的提高,导热系数也会随之增加,有利于降低切削区温度,减少扩散磨损。(5)摩擦系数低。CBN立方氮化硼刀片的摩擦系数较低,切削时产生的切削力小,可有效提高表面质量。安徽机床刀具供应商