- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
目前,各工厂自动化的要求越来越高,在工装设计中,手动压紧的夹具逐渐淘汰,液压及气动夹具的应用越来越,那么液压夹具如何设计?我们走进液压夹具。(下图为制动钳加工用液压夹具)液压夹具的设计流程:1、总体方案的制定;2、定位压紧的设计;3、控制阀的选择及油路的设计;4、液压缸类型规格的选择;5、泵站附件的选择;6)系统连接。以制动钳加工用液压夹具为例,介绍一下液压夹具的组成。1、泵站采用可变容量油泵。2、控制阀的选择。控制油缸方向的电磁换向阀、限制系统压力的溢流阀、控制系统动作的顺序阀以及减压阀。根据实际需要选择合适的阀门组合。3、油路的设计,一个压紧就需要一个油路,一般情况下不共用,放松油路可以共用一个油路。4、液压缸类型规格的选择。常用的油缸多为摆动式的,有两种基本类型,一种为双油路控制的油缸,另一种为单油路控制并靠弹簧力复位的油缸(单动型推式夹紧器)。油缸的尺寸大小由夹紧力决定。压板有双向压板和单向压板两种,确定压板时应考虑支点间距,以免影响夹紧力。根据设计要求,本夹具的液压系统最大工作压力7MPa,流量为20L/min。液压夹具能完成手动夹具无法完成的支撑、夹紧和快速释放。宝山区液压夹具
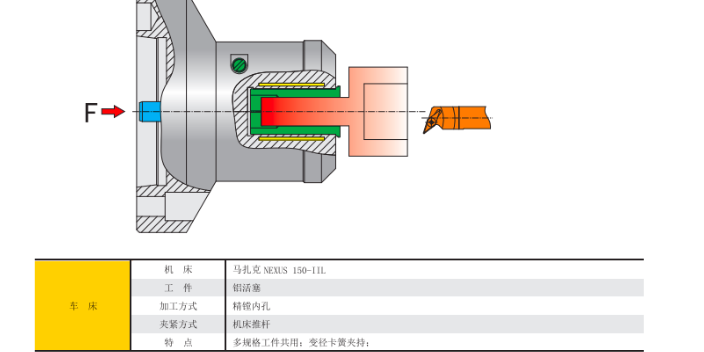
33.结合加工中心加工的特点,这里只提出几点基本要求:一,为保持零件安装方位与机床坐标系及编程坐标系方向的一致性,夹具应保证在机床上实现定向安装,还要求能协调零件定位面与机床之间保持一定的坐标尺寸联系。二,为保持工件在本工序中所有需要完成的待加工面成分暴露在外,夹具要做得尽可能开敞。因此,夹紧机构元件与加工面应保持一定的安全距离,同时要求夹紧机构元件能低则低,防止夹具与铣床主轴套筒或刀套、刃具在加工过程中发生碰撞。三,夹具的刚性与稳定性要好。尽量不采用在加工过程中更换夹紧点的设计。加工过程中更换夹紧点会破坏夹具或工件的定位精度。浙江砂轮杆液压夹具联系方式工件采用两端台阶孔定位,工件从一端装入夹具后,再装入变径卡簧。
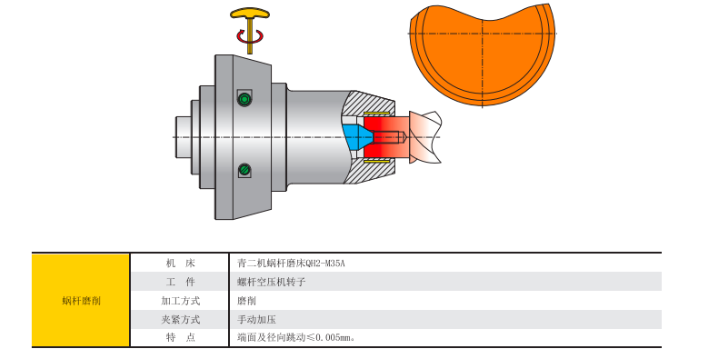
液压螺母使用方法1.手动泵在运用前将液压油注满,注油口在手动泵的后端,翻开螺母注油,注油后锁紧。加压时将泵上方的手柄上下压动,将泵右侧的卸荷开关手柄顺时针锁紧;卸压时将手柄逆时针旋转即可。左边接压力表,可调查加压时的压力指示,手动泵前端接注油胶管。2.液压螺母由螺母体、压环、注油口及放油排气接头组成,运用时将螺母外观清洗洁净。螺母旋进工件并锁紧螺母,压环应在原始方位,然后将手动泵的注油胶管接口插在注油口上,锁紧手动泵右侧的卸荷开关手柄,逐渐加压,一起将放油排气接头上部的放气帽向内旋,放气,直至螺母内空气排净,流出洁净的液压油后向外旋松放气帽使之单向阀封闭,持续加压注油,使压环向外压出,到达压紧目的,直到加压到你所需压紧目的即可。松开卸荷开关手柄,松开手动泵的加压胶管接头。3.松卸螺母将放油排气接头向里旋转直至液压油流出,逐渐松开螺母即可。4.螺母在没有旋进工件锁紧前,请不要给螺母加压,防止压环偏载脱出,在不运用时请将螺母内的油放净,压环回到原始方位,以备下次运用。在螺纹处加黄油防止生锈。
上海每卓实业有限公司在选用夹具时,通常有着特定的选用原则。需要考虑的要素主要由以下几点,分别是:1、产品的生产批量;2、产品的生产效率;3、产品的质量保证及经济性等。有需求的企业客户在选择使用时可参照以下原则:一,在生产量较小或研发制作时,应采用组合夹具,只有在组合夹具无法解决工件装夹时才可放弃。二,小批量或成批生产时可采用夹具,但应尽量简单。三,在生产批量较大时可考虑采用多工位夹具和气动、液压夹具。液压夹具的应用范围***,适用于各种工程场景。

车床液压卡盘作为机械加工行业中的重要工具,在各种加工过程中扮演着不可或缺的角色。本文将深入探讨车床液压卡盘的作用、优势以及为什么它被***运用于工业领域。我们将详细介绍液压卡盘的工作原理、结构和类型,以帮助读者***了解这个关键设备。***部分:什么是车床液压卡盘车床液压卡盘是一种用于**工件的装置,主要应用于机械加工中心和车床等加工设备中。它由液压系统驱动,通过液压压力实现强力**,确保工件在加工过程中保持稳定的位置。第二部分:液压卡盘的工作原理液压卡盘利用液压动力,通过液压缸产生的压力来推动**装置将工件固定在合适的位置。当液压缸压力增大时,**力也会相应增加,确保工件的稳定性。与其他类型的卡盘相比,液压卡盘具有更高的**力和更好的稳定性。 手动加压的液胀夹具,强烈建议使用扭力扳手并按照推荐扭力值进行加压。吉林变径卡簧液压夹具
夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性。宝山区液压夹具
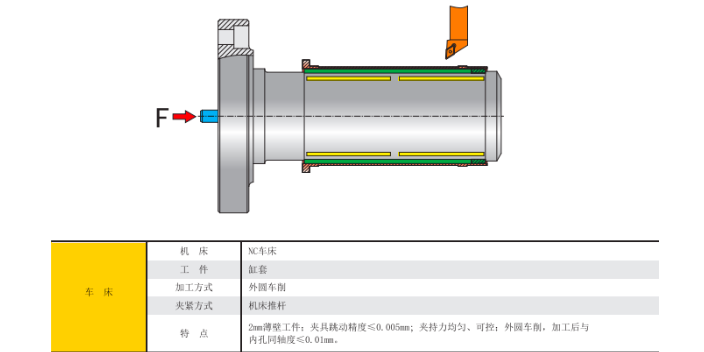
使用液压夹具的优势之一能节省夹紧和松卸工件的所需时间。传统的机械夹具尤其是用扳手旋拧螺母和移动压板的时候是比较费力的。然而,液压夹具需要通过控制油路的通断,就可实现夹具的完整的顺序动作控制。液压夹具系统的第二个优势是可实现比较精细的定位。定位精度的关键在于在定位和夹具过程中夹具力比较稳定,所以流水作业中,同一批加工件的加工质量保持一致,降低因为用力过度造成的工件变形问题,产品报废率降低。成批零部件可以互相替换使用。液压夹具系统的第三个优势在针对无法设定刚性支撑或加工薄壁零件时,液压辅助支撑是比较不错选择。它可以在任意的位置对工件产生支撑力,起到辅助定位的作用,解决定位不准的问题。液压夹具比较适合加工零件摆放紧凑和采用手动夹紧空间受限的场合。宝山区液压夹具
- 普陀区组合液压夹具 2024-07-07
- 重庆磨齿机夹具液压夹具 2024-07-07
- 上海内胀夹具液压夹具 2024-07-06
- 四川变径卡簧液压夹具 2024-07-06
- 组合液压夹具厂家供应 2024-07-06
- 江苏液压卡盘夹具液压夹具联系方式 2024-07-06
- 浦东新区定制液压夹具 2024-07-06
- 浦东新区螺伞锥齿液压夹具 2024-07-06
- 上海定制液压夹具 2024-07-06
- 浦东新区汽车零部件液压夹具 2024-07-06
- 静安区汽车零部件液压夹具 2024-07-05
- 车削液压夹具液压夹具定制 2024-07-05