- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
基于研究电梯制动器常见失效形式与检验要点,首先,通过盘式制动器,闸瓦式制动器以及块式制动器来对电梯制动器的种类以及工作原理展开研究;其次,通过机械和电气这2个方面具体的分析了电梯制动器常见的失效形式,提出加强电梯制动器的维护力度,提高电梯制动器制动力的检验力度,确保运行过程,落实电气设备,提升材料质量,从根源上完善检验工作以及做好电梯制动器的养护工作这5点电梯制动器的检验要点,以此来大幅度降低电梯安全事故发生的概率,才可以真正的保障电梯运行的稳定性以及安全性.加工中心车床的液压夹具设计与应用。四川液压夹具

使用液压夹具的主要优势是能节省夹紧和松卸工件时所花的大量的时间。有关统计资料表明液压夹紧相比机械夹紧节省90%~95%的时间,缩小了生产循环周期,提高了机床使用效率,从而增加了产量也就意味着降低了成本。当加工一长型铝合金零件时,刀具通过时旋转油缸可快速让开,刀具通过后可快速复位。液压夹具系统的第二项重要特点是可实现非常高的定位精度。关键在于夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性。由于变形造成的废品率将会微乎其微。苏州粘接涨套液压夹具多少钱液压夹具的控制箱具有双重保护功能,即控制箱锁定和钥匙开关。

目前,各工厂自动化的要求越来越高,在工装设计中,手动压紧的夹具逐渐淘汰,液压及气动夹具的应用越来越,那么液压夹具如何设计?我们走进液压夹具。(下图为制动钳加工用液压夹具)液压夹具的设计流程:1、总体方案的制定;2、定位压紧的设计;3、控制阀的选择及油路的设计;4、液压缸类型规格的选择;5、泵站附件的选择;6)系统连接。以制动钳加工用液压夹具为例,介绍一下液压夹具的组成。1、泵站采用可变容量油泵。2、控制阀的选择。控制油缸方向的电磁换向阀、限制系统压力的溢流阀、控制系统动作的顺序阀以及减压阀。根据实际需要选择合适的阀门组合。3、油路的设计,一个压紧就需要一个油路,一般情况下不共用,放松油路可以共用一个油路。4、液压缸类型规格的选择。常用的油缸多为摆动式的,有两种基本类型,一种为双油路控制的油缸,另一种为单油路控制并靠弹簧力复位的油缸(单动型推式夹紧器)。油缸的尺寸大小由夹紧力决定。压板有双向压板和单向压板两种,确定压板时应考虑支点间距,以免影响夹紧力。根据设计要求,本夹具的液压系统最大工作压力7MPa,流量为20L/min。
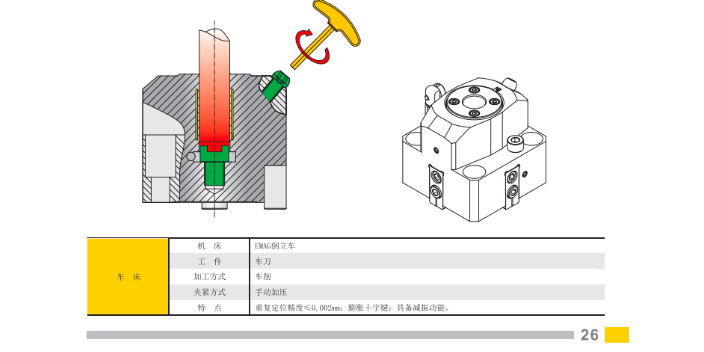
液压虎钳的夹紧力由弹簧保证,液压系统可以使工作如下的活动夹紧力克服弹簧的张力,向左移动一段距离。首先,调整螺母一是使其等于在位置调整弹簧的张力以增加张力,工作部件的夹紧力。二是通过压力液压手柄、油管向塞缸注入液压油。用手向左推移动的夹具,给工件初始夹紧力(预压力),然后用手拉手柄,通过带闸摩擦,紧紧抓住活动夹具,使其不能再移动。第四,完成上述工作后,放置油刹车手柄,释放液压系统的压力,使弹簧的张力实现夹紧操作,从而实现快速夹紧。第五、加工完成后,松开手柄,用手拖动活动夹具,可以快速松开。在选用液压夹具时,通常需要考虑产品的生产批量,生产效率,质量保证及经济性。
实用性液压夹具非常适合加工零件摆放紧凑和采用手动夹紧时受空间限制的场合(比如夹紧位置在机床台面站人的远处,人手难以碰到)。液压夹紧可以通过换向阀的操作非常方便的来解决这些问题,这就可以实现多个零件在一个夹具体上同时装夹和加工。你真的了解液压夹具吗?相对于加工一个较大的工件,并且工序间隔时间短,选用半自动化或全自动化的液压夹具是非常具有经济价值的。液压定位和夹紧是一项非常可靠而且有效的技术。目前中国汽车制造业发展迅猛,以前的汽车制造业普遍使用刚性专机加工发动机的缸体、缸盖、连杆、曲轴、凸轮轴等关键零部件,导致汽车发动机改型周期较长。随着汽车对零部件变化和改进的需求与日俱增,加工设备和工艺也向着柔性化的方向转变。这一点相信与汽车零部件生产相关的公司都深有体会。无论是在人力还是物理上都充分的节约了大量的时间。加工装备的柔性概念和需求主要体现在对设备快速性和适应性的需求上,因此制造商不得不寻求柔性和产量之间的比较好组合。不论采用哪种方案,使用高性能的液压夹具都显得尤为重要。变径卡簧适用于多规格工件公用液胀夹具膨胀部位“空压”而导致的损伤。苏州粘接涨套液压夹具多少钱
所设计的焊接平台工装夹具应便于制造、安装和操作,便于检验、维修和更换易损零件。四川液压夹具
液压夹具设计构思 1、目前多数液压夹具系统的工作压力是7mpa,14mpa和35mpa,(个别德国原装夹具使用50mpa)前两个属于中低压,后边两个属于高压,首先你确定主要使用的液压系统是哪一种。2、确定被加工工件的周期加工数量,确定加工设备是卧式还是立式,以决定是否用平面夹具还是要规划多面体夹具或旋转夹具、决定被加工件装卸和夹持所允许的时间。并要参考准备使用的加工设备的说明书,确定机床工作台面、底座、夹盘或其它面上可用的工作空间,保证此空间能容纳你想放进的被加工件的数量。(这点很重要,因为有的加工中心台面很大,但是主轴的有效行程小,造成工件可以布面台面,但是主轴加工不到边缘工件)3、把将在加工周期中需夹具发生的动作步骤编制成一个纲目,自己先想清楚,这样有助于你下一步设计,如何安排顺序阀或帮助其它电控设计或其它外部控制设备的设计。4、计算加工过程中产生的切削力,并确定其作用在工件上的方向和各方向上的力。5、设计固定支撑位置点,用于承受部分切削力并利用其作为被加工件基准面的定位。6、计算夹持被加工件所需夹紧力。7、确定夹具元件的具体安装位,即在什么地方与工件接触、夹持工件或支撑工件。这里。四川液压夹具
- 奉贤区AKIZ液压夹具 2024-07-02
- 河南花键卡簧液压夹具 2024-07-01
- 上海液压螺母液压夹具 2024-07-01
- 插齿液压夹具液压夹具联系方式 2024-07-01
- 安徽RV壳体夹具液压夹具定制 2024-07-01
- 虹口区螺伞锥齿液压夹具 2024-07-01
- 江苏车床液压卡盘液压夹具 2024-07-01
- 重庆插齿机夹具液压夹具 2024-06-30
- 液压夹具液压夹具销售公司 2024-06-30
- 湖南珩齿液压夹具液压夹具 2024-06-30
- 嘉定区镶片式滚刀液压夹具 2024-06-30
- 四川液压夹具 2024-06-30

