精密压铸是通过高压压铸工艺制成的,这一工艺主要包括模具准备、填充、注射和落砂四个步骤。在模具准备阶段,向模腔内喷上润滑剂,有助于控制模具温度和铸件脱模。随后,熔融金属在高压下被注射进模具,填充完毕后保持压力直至铸件凝固。落砂过程则涉及分离残渣,确保铸件质量。精密压铸常需经过二次加工以达到特定要求,如...
精密压铸基本参数
- 品牌
- 臻鑫精密
- 型号
- 齐全
精密压铸企业商机
在精密压铸的生产中,气孔是一个常见的问题。气孔的形成可能与填充速度过快、模具排气不良等因素有关。为了减少气孔的产生,可以采取一些措施,如在分型线上设置排气口、优化填充速度等。同时,对于已经产生的气孔,可以通过二次加工或修补来修复。水基润滑剂在精密压铸生产中具有卓著的优势。首先,它不会在铸件中留下副产物,对铸件质量无不良影响。其次,水基润滑剂具有良好的冷却效果,可以帮助降低模具温度,提高铸件的生产效率。此外,水基润滑剂还具有环保性和健康性,符合现代工业生产的绿色要求。精密压铸工艺,塑造金属传奇。江苏新能源精密压铸行业

当熔融金属填充完毕后,模具内的压力会保持一段时间,以确保铸件完全凝固。随后,推杆会将铸件从模具中推出。由于一个模具内可能有多个模腔,因此每次压铸过程都可能产生多个铸件。推出后的铸件需要经过落砂处理,去除多余的残渣。精密压铸在生产过程中可能会出现各种缺陷,如滞流、冷疤、气孔等。这些缺陷不只影响铸件的外观质量,还可能影响其性能和使用寿命。因此,对精密压铸进行严格的缺陷检测是确保产品质量的重要措施。常用的检测方法包括目视检查、X射线检测等。无人机配件精密压铸厂家严格把控每个细节,精密压铸成就完美。

在压铸工艺中,水基润滑剂因其独特的优势而被普遍应用。首先,水基润滑剂不会对铸件产生有害的副产物,这保证了精密压铸的质量和安全性。其次,水基润滑剂在冷却模具表面的同时,还有助于铸件的顺利脱模。此外,水基润滑剂还具有良好的环保性能,符合现代工业对于绿色生产的要求。因此,水基润滑剂在压铸工艺中发挥着不可替代的作用。水基润滑剂主要分为水掺油、油掺水、半合成以及合成四种类型。其中,水掺油的润滑剂因其出色的性能而备受青睐。在选择水基润滑剂时,需要考虑其粘度、热学性能以及添加剂的种类和含量等因素。不同的压铸工艺和铸件材料对润滑剂的要求也不同,因此需要根据实际情况进行选择。
精密压铸的发展离不开压铸技术的不断创新。随着科技的不断进步,压铸工艺也在不断改进和完善。精速密压铸工艺、无孔压铸工艺等新型压铸技术的出现,使得精密压铸的精度和性能得到了进一步提升。这些新型压铸技术不只提高了精密压铸的制造效率和质量,还降低了生产成本和废品率。未来,随着科技的不断进步和市场的不断变化,精密压铸的应用领域将会更加普遍,其发展前景也将更加广阔。精密压铸的制造需要专业的技术人员和先进的生产设备。压铸设备通常由冷室压铸机和热室压铸机组成,这些设备需要高精度的控制系统和强大的动力系统来支持。同时,模具的设计和制造也是精密压铸制造过程中的重要环节。模具的精度和寿命直接影响到精密压铸的质量和产量。因此,对于精密压铸的制造企业来说,拥有一支专业的技术团队和先进的生产设备是必不可少的。压铸工艺,打造高精尖产品。

高压填充是压铸工艺的关键环节。在关闭模具后,熔融金属在高压作用下迅速注入模具内腔。这一过程中,熔融金属的压力通常在10到175兆帕之间,保证了铸件的密实度和精度。快速填充模具不只避免了金属凝固前的任何部分凝固,还能确保薄壁部分也能得到充分的填充,避免了表面不连续性的产生。然而,这也带来了空气滞留的问题,需要通过排气口的设计来减少。在落砂完成后,精密压铸需要经过严格的缺陷检查。常见的缺陷包括滞流(浇不满)和冷疤,这些可能是由于模具或熔融金属温度不足、金属混有杂质、通气口太少或润滑剂过多等原因造成的。此外,气孔、缩孔、热裂和流痕等也是常见的精密压铸缺陷。流痕是由浇口缺陷、锋利的转角或过多的润滑剂遗留在铸件表面而形成的。及时发现和处理这些缺陷,对于保证精密压铸的质量至关重要。精密压铸,让金属更具魅力。河北机箱支架精密压铸模具厂
精益求精,铸就压铸传奇。江苏新能源精密压铸行业
精密压铸的成本控制是压铸厂家需要关注的重要问题。为了降低生产成本,压铸厂家需要从多个方面入手。首先,优化生产流程与工艺参数可以降低材料消耗与能源消耗;其次,提高模具的使用寿命与稳定性可以降低模具更换与维修成本;然后,加强供应链管理可以降低原材料采购成本。这些措施将有助于提高精密压铸的市场竞争力与盈利能力。精密压铸的生产离不开精密的压铸模具。模具由覆盖部分和活动部分组成,分型线处确保铸件精确成型。在热室压铸中,熔融金属通过浇口进入模具,而在冷室压铸中,则是通过注射口。模具的设计考虑了铸件脱模的便捷性,确保铸件在打开模具时留在活动部分,由推杆推出。推杆的数量和位置经过精心计算,确保在推出铸件时不会损坏。江苏新能源精密压铸行业
与精密压铸相关的文章
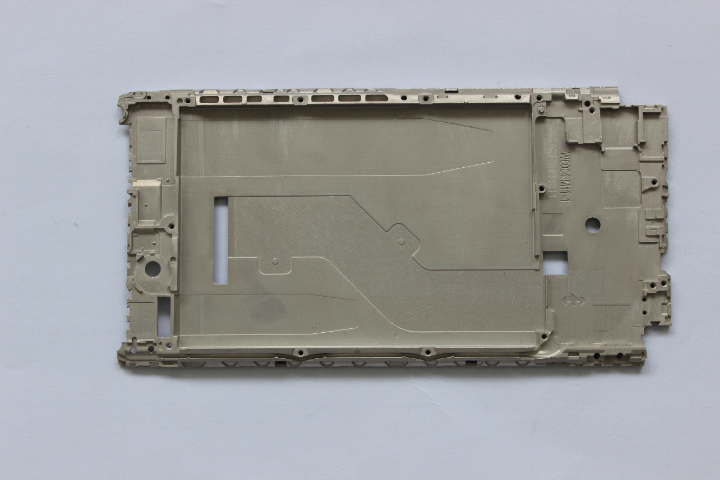
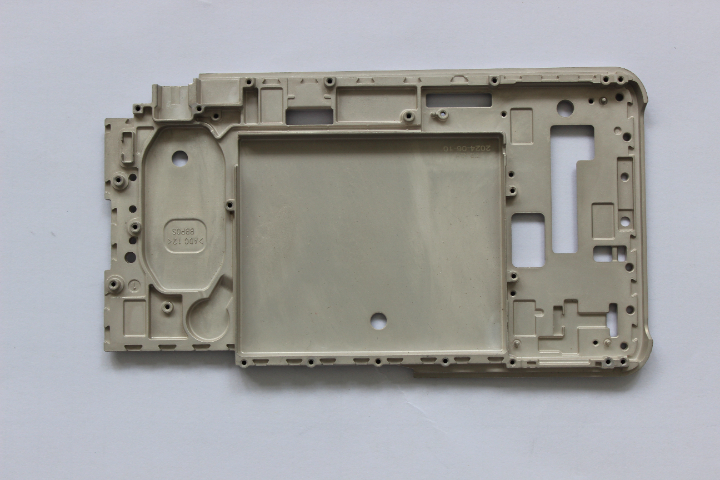
浙江手机中板精密压铸件
- 江苏新能源精密压铸行业 2024-12-25
- 上海光伏精密压铸企业 2024-12-25
- 武汉无人机配件精密压铸件 2024-12-24
- 重庆铝合金精密压铸工艺 2024-12-24
- 重庆无人机配件精密压铸 2024-12-24
- 深圳笔记本支架精密压铸行业 2024-12-24
- 江苏铝压铸非标件精密压铸模具厂 2024-12-24
- 深圳新能源精密压铸公司 2024-12-24
- 四川铜件精密压铸行业 2024-12-24
- 苏州机器人配件精密压铸厂家 2024-12-24
- 杭州铜精密压铸行业 2024-12-24
- 广州铝压铸非标件精密压铸行业 2024-12-24
与精密压铸相关的产品
与精密压铸相关的新闻
-
四川机器人配件精密压铸加工 2024-12-24 19:12:15压铸的优点包括,铸件拥有比较好的尺寸精度。通常这取决于铸造材料,典型的数值为比较初2.5厘米尺寸时误差0.1毫米,每增加1厘米误差增加0.002毫米。相比其它铸造工艺,它的铸件表面光滑,圆角半径大约为1-2.5微米。相对于沙箱或者长久模铸造法来说可以制造壁厚大约0.75毫米的铸件。它可以直接铸造内部...
-
山东铜件精密压铸企业 2024-12-24 03:12:46精密压铸普遍应用于汽车、电子、机械等领域。在汽车领域,精密压铸被用于制造发动机缸体、变速器壳体等关键部件;在电子领域,精密压铸被用于制造散热器、连接器等元件;在机械领域,精密压铸被用于制造齿轮、轴承等传动部件。随着科技的进步和工业的发展,精密压铸的应用领域还将不断扩大。高压注射使得熔融金属能迅速填充...
-
上海光伏精密压铸工艺 2024-12-24 17:12:38随着科技的不断发展和市场的不断变化,压铸工艺也在不断改进和创新。新型压铸技术的出现使得精密压铸的精度和性能得到了进一步提升。例如精速密压铸工艺和无孔压铸工艺等新型技术通过优化工艺参数和模具设计等方式提高了精密压铸的精度和表面质量。此外随着新材料和新技术的应用精密压铸的应用领域也在不断拓展为现代工业的...
-
半固态精密压铸设备 2024-12-23 10:13:23在压铸过程中,温度控制至关重要。熔融金属的温度、模具的温度以及环境温度都会影响铸件的质量。过高的温度可能导致铸件变形或产生裂纹,而过低的温度则可能导致铸件无法完全充满模具。因此,压铸机通常配备有精确的温度控制系统,以确保生产过程中的温度稳定。精密压铸脱模后,通常需要进行一系列后处理以提高其性能。这些...
与精密压铸相关的问题
新闻资讯
产品推荐
-
杭州铜精密压铸行业
2024-12-24 -

广州铝压铸非标件精密压铸行业
2024-12-24 -
山东铜精密压铸企业
2024-12-24 -
杭州LED灯体精密压铸加工
2024-12-24 -
河北储能精密压铸公司
2024-12-24 -

苏州振子精密压铸厂家
2024-12-24 -
四川机器人配件精密压铸加工
2024-12-24 -
山东铜件精密压铸企业
2024-12-24 -
上海光伏精密压铸工艺
2024-12-24