- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
- 电镀
电镀金刚石的使用频率并没有一个固定的答案,因为它取决于多种因素,如具体的应用场景、工作负载、保养维护情况等。一般来说,金刚石电镀具有较长的使用寿命,可以维持3~5年的寿命,但这只是一个大致的估计。其实际使用寿命会受到材质、使用环境、正确的保养维护等多种因素的影响。在特定的应用场景中,如果工作负载较大,或者工作环境恶劣,如高温、高湿度、强酸等腐蚀性环境,那么电镀金刚石的使用频率可能需要更高,因为这样的环境会加速金刚石电镀的脱落和磨损。此外,正确的保养维护也可以延长电镀金刚石的使用寿命。在使用前应做好清洁工作,避免灰尘、水分等附着在金刚石电镀表面。不要使用刮刀、铁丝球等易损坏电镀表面的工具进行清洗。保养过程中应避免使用强酸、强碱等易腐蚀的溶液。因此,电镀金刚石的使用频率需要根据具体情况进行综合考虑,无法给出一个具体的数值。在实际应用中,应根据工作负载、工作环境等因素进行调整,并进行适当的保养维护,以延长其使用寿命。电镀金刚石砂轮,提升加工精度和效率。青海铸铁烧结电镀金刚石砂轮批发
金刚石砂轮的更换条件主要包括以下几个方面:切削效果:观察切削面的光滑度、表面质量以及切削力的变化。当切削效果无法满足工作要求时,即表示砂轮需要更换1。砂轮表面磨损:通过观察金刚石砂轮的磨损情况来判断是否需要更换。当金刚石颗粒变得明显磨损,无法继续提供良好的切削效果时,即表示需要更换1。特别是当金刚石砂轮的磨损直径长度大于卡盘10MM以上时,需要更换12。强度和安全性:金刚石砂轮在使用过程中可能会出现裂纹、损伤等情况,这些问题可能会导致安全隐患。如果发现砂轮有明显的损伤或裂纹,应立即更换新的砂轮1。有效期问题:从库房领出的新砂轮不一定是合格的砂轮,甚至从厂家买进的新砂轮也不一定是合格的砂轮。砂轮有其一定的有效期限,超过有效期使用可能就不是合格的砂轮了。在使用过程中,如果发现砂轮局部出现裂纹,应立即停止使用并更换。根据经验和实验数据:根据以往的使用经验和实验数据,可以初步确定金刚石砂轮的更换周期,然后根据实际情况进行微调湖北合金烧结电镀金刚石砂轮厂商耐磨、耐用的电镀金刚石砂轮,是您加工设备的理想选择。
选择合适的砂轮片需要考虑以下几个关键因素:粒度的选择:粒度决定了砂轮片的磨削效率和加工表面的粗糙度。用粗粒度砂轮磨削时,生产效率高,但磨出的工件表面较粗糙;用细粒度砂轮磨削时,磨出的工件表面粗糙度较好,而生产率较低。在满足粗糙度要求的前提下,应尽量选用粗粒度的砂轮,以保证较高的磨削效率。一般粗磨时选用粗粒度砂轮,精磨时选用细粒度砂轮。硬度的选择:砂轮片的硬度应根据加工材料的硬度和韧性来选择。磨削软材料时应选择硬砂轮片,磨削硬材料时应选择软砂轮片;磨削软而韧的有色金属时,硬度应选择较软的。结合剂的选择:陶瓷结合剂是一种无机结合剂,化学性能稳定、耐热、抗腐蚀性好,气孔率大。这种结合剂制造的砂轮磨削效率高、磨耗小,能较好地保持砂轮的几何形状,应用范围广。形状和尺寸的选择:根据加工需求和设备类型选择适合的砂轮片形状和尺寸。常见的砂轮片形状有平形、斜边、筒形、杯形、碟形等。品牌和质量:选择有名品牌和质量质量的砂轮片,以确保加工质量和安全性。可以通过查看产品认证、用户评价等方式来评估品牌和质量。经济性和适用性:考虑砂轮片的价格和性价比,以及其在具体加工任务中的适用性。
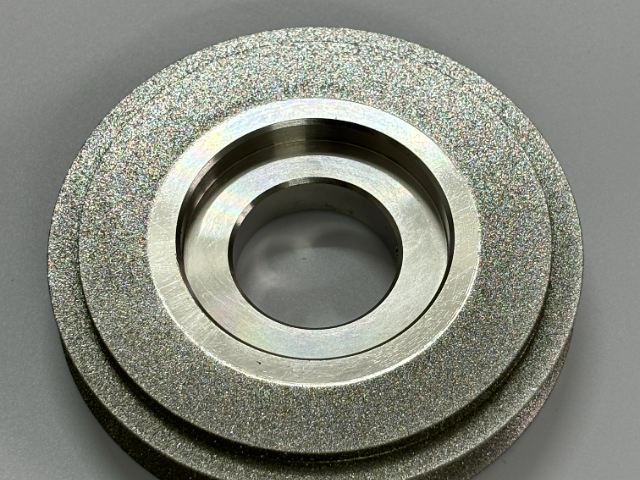
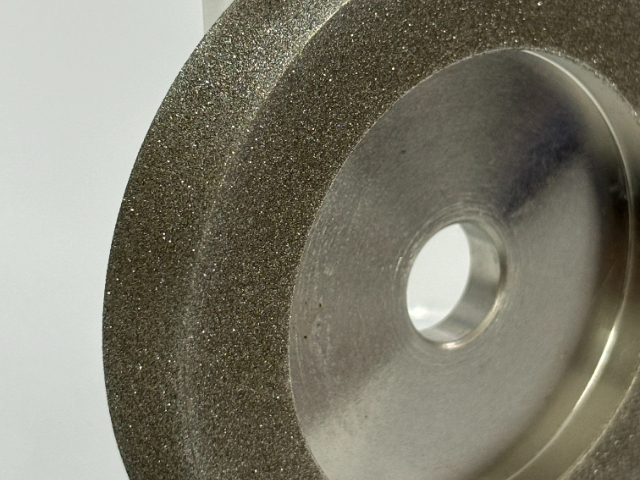
电镀金刚石砂轮相比传统金刚石砂轮具有以下优势:更强的结合力:电镀金刚石砂轮通过电镀工艺将金刚石颗粒与金属基材紧密结合,这种结合方式比传统金刚石砂轮中金刚石颗粒与基材的结合更为牢固,因此具有更强的结合力。更高的磨削效率和精度:电镀金刚石砂轮具有更高的磨削效率和精度,这主要得益于其金刚石颗粒与基材之间的强结合力和金刚石的高硬度。这使得电镀金刚石砂轮能够更快速、更准确地去除材料,并减少热量积聚和磨损。更好的表面质量:电镀金刚石砂轮能够提供更一致的光洁度,因为其金刚石颗粒均匀分布在砂轮的整个表面上。这使得电镀金刚石砂轮在磨削过程中能够保持稳定的切削性能,从而获得更好的表面质量。更长的使用寿命:由于金刚石颗粒与砂轮的结合更牢固,电镀金刚石砂轮的使用寿命更长。此外,电镀金刚石砂轮不太可能被材料堵塞,从而减少了更换频率和拥有成本。更广泛的应用范围:电镀金刚石砂轮适用于多种材料的磨削,包括硬质合金、玻璃、陶瓷等。此外,它还可以用于湿磨和干磨应用,提供了更大的灵活性。需要注意的是,虽然电镀金刚石砂轮具有许多优势,但在选择砂轮时仍需考虑具体磨削材料的硬度、磨削方式和磨削量等因素,以确保获得较好的磨削效果。耐磨的电镀金刚石砂轮,让您的设备更持久耐用。
选择合适的电镀金刚石砂轮时,需要考虑以下几个关键因素:工件材料和加工要求:根据工件的材料和加工要求来选择合适的砂轮。金刚石砂轮是磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料的比较好磨具。如果需要磨削钢料,则不能选择金刚石砂轮,因为金刚石在700℃~800℃时容易碳化,此时应选择CBN砂轮。金刚石粒度:粗磨时,应选择磨料较粗的砂轮,以提高生产效率。细磨时,则选择磨粒较细的砂轮,以满足精度要求。接角面大的、变形量大的或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。硬度:根据工件硬度选择合适的砂轮硬度。工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。当磨削温度高,冷却条件差时,也应选用较软的砂轮,以避免对工件造成烧伤。金刚石种类:可选择天然金刚石或人造金刚石,具体根据使用场景和需求决定。结合剂类型:考虑金刚石固结砂轮的结合剂类型,如树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂等,不同结合剂有不同的黏结力和耐磨性。金刚石浓度:根据工件精度和磨削效率的要求,选择合适的金刚石浓度。粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,可以选择更高的金刚石浓度。电镀金刚石砂轮,耐磨性强,降低维护成本。甘肃电镀电镀金刚石砂轮
电镀金刚石砂轮,为您提供稳定的磨削效果。青海铸铁烧结电镀金刚石砂轮批发
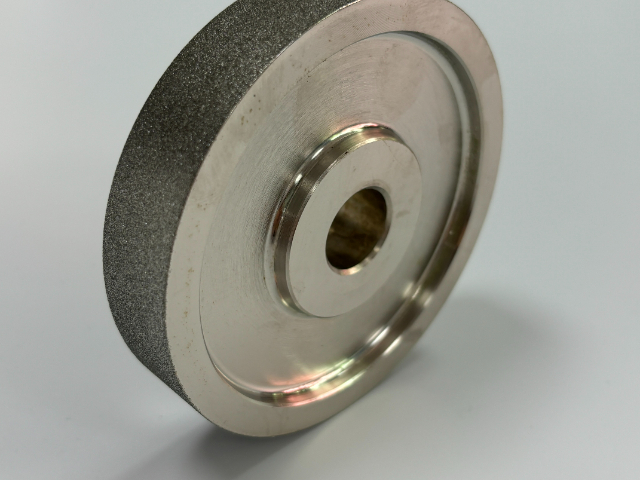
电镀金刚石砂轮非常适合用于打磨硬性材料。电镀金刚石砂轮是通过电化学法制作的金刚石砂轮,其工作层含有金刚石磨粒,金刚石磨料被金属结合剂粘结在基体上。这种砂轮提供了很强的结合力,使得金刚石颗粒与金属基材紧密结合,非常适合用于硬质材料,如硬质合金和玻璃等。电镀金刚石砂轮与其他类型的金刚石砂轮相比,具有更精确和更易于控制的优势,因此它们通常用于小零件和易碎材料的精细精密研磨。此外,电镀金刚石砂轮还具有高速、超高速磨削的能力,可以很大提高加工效率。然而,由于电镀金刚石砂轮非常薄,它们可能比其他类型的金刚石砂轮磨损得更快。此外,镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效。总的来说,电镀金刚石砂轮适合用于打磨硬性材料,但在使用过程中需要注意其磨损和把持力的问题。青海铸铁烧结电镀金刚石砂轮批发
- 青海铸铁烧结电镀金刚石砂轮批发 2024-12-26
- 宁夏碗型电镀金刚石砂轮供应商 2024-12-25
- 天津钎焊电镀金刚石砂轮生产商 2024-12-25
- 福建青铜电镀金刚石砂轮制造商 2024-12-25
- 广东金属结合剂电镀金刚石砂轮定制 2024-12-24
- 福建合金烧结电镀金刚石砂轮 2024-12-23
- 甘肃陶瓷结合剂电镀金刚石砂轮供应商 2024-12-23
- 江西青铜电镀金刚石砂轮供应商 2024-12-22
- 黑龙江烧结类电镀金刚石砂轮定做 2024-12-22
- 黑龙江碗型电镀金刚石砂轮生产商 2024-12-21
- 河南金属结合剂电镀金刚石砂轮定做 2024-12-21
- 平行电镀金刚石砂轮厂商 2024-12-20


