选矿设备中破碎机部件的ULC耐磨涂层技术面临高冲击载荷与复杂磨损机制的挑战。针对颚式破碎机动颚与齿板的工况(接触应力达1.2-1.8GPa),采用WC-10Co-4Cr超硬ULC涂层通过超音速火焰喷涂(HVOF)形成厚度0.3-0.5mm的保护层,其维氏硬度达HV0.3 1400-1600,断裂韧性...
选矿设备耐磨保护基本参数
- 品牌
- 贵州祥润环保科技有限公司
- 型号
- ULC系列
选矿设备耐磨保护企业商机
工程应用实践表明,耐磨技术的系统化集成能***提升选矿设备综合效能。半自磨机采用模块化耐磨衬板系统后,通过差异化防护设计使筒体衬板寿命达14个月,而进料端特殊设计的陶瓷-金属复合衬板可承受10J/cm²的冲击能量。水力旋流器内衬的碳化硅陶瓷采用蜂窝结构设计,在保持HV2200硬度的前提下,将脆性断裂风险降低60%,特别适用于含石英砂的高硬度矿浆处理。在极端腐蚀-磨损复合工况下,新型Fe基非晶合金涂层展现出独特优势,其自钝化特性使腐蚀速率降至0.001mm/a以下,同时保持HRC58的耐磨性能。某铜矿选厂应用表明,采用多材料协同防护体系后,渣浆泵过流部件寿命从600小时提升至5000小时,年维护成本降低75%以上,印证了系统化防护的经济价值。原子层沉积Al₂O₃薄膜使316L不锈钢耐蚀性提升50倍。安顺附近选矿设备耐磨保护售后服务

表面工程与润滑技术的协同优化开辟了新路径。针对球磨机钢球-衬板摩擦副,开发的微纳织构化表面(凹坑直径20-100μm,深径比0.3)结合纳米润滑添加剂(WS₂@C核壳结构,粒径80nm),使干摩擦系数从0.65降至0.22。通过分子动力学模拟揭示,该体系在接触界面形成了5-8nm厚的剪切诱导有序层,剪切强度*1.2GPa。某铁矿工业试验表明,这种协同防护使钢球消耗量减少41%,年节电达290万度。特别设计的pH响应型润滑剂(临界pH=4.5)可在酸性矿浆中自动释放缓蚀组分(Ce³⁺离子),使腐蚀磨损率同步降低67%。安顺附近选矿设备耐磨保护售后服务摩擦电纳米发电机将设备振动能转化为电能,供传感器网络使用。

在磨矿设备耐磨防护方面,公司开发了系列化解决方案。球磨机端盖衬板采用模块化高铬铸铁镶嵌结构,通过燕尾槽定位配合环氧树脂灌缝,使衬板更换时间从8小时缩短至2小时,在磷矿磨矿作业中实测吨矿衬板消耗量降低至0.15kg/t。棒磨机筒体衬板创新应用了橡胶-钢背复合结构,采用预硫化工艺使橡胶层与钢板的剥离强度≥12kN/m,在铁矿磨矿中实现降噪20dB、节能15%的效果。特别需要注意的是,在处理高硬度矿石时,需定期检查橡胶衬板的邵氏硬度,当硬度值超过85度时应及时更换,避免因橡胶硬化失去缓冲作用导致金属衬板直接磨损。公司建立的在线监测系统可实时采集磨矿设备的振动、温度等参数,通过大数据分析预测衬板剩余寿命,使维护成本降低30%以上。
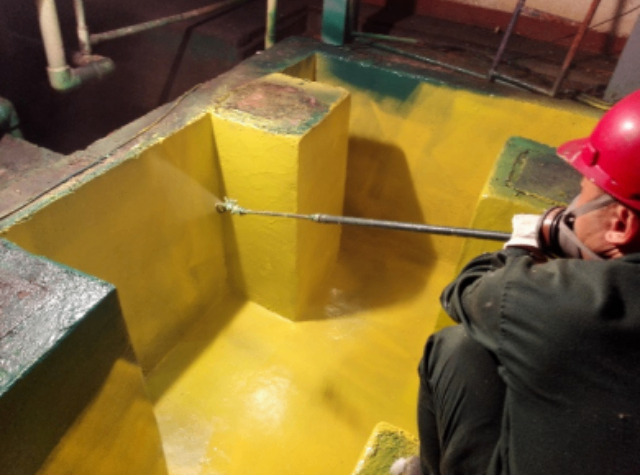
选矿设备耐磨保护的**在于材料技术的创新与应用。金属基耐磨材料是传统选矿设备的主要防护手段,其中高锰钢(Mn13系列)凭借其独特的加工硬化特性,在颚式破碎机颚板等高冲击工况中表现优异,表面硬度可从初始HRC提升至45以上;耐磨合金钢(Cr-Mo-V系列)通过碳化物强化相使硬度达HRC____,适用于反击式破碎机板锤等部件,寿命可达高锰钢的2-3倍;高铬铸铁(Cr15-Cr30)硬度高达HRC____,耐磨性为高锰钢的3-5倍,但需避免冲击工况。高分子复合材料技术近年取得突破,如通过刚性官能团改性环氧树脂提升玻璃化转变温度,结合金属骨料增强耐磨性,形成1-3mm厚防护涂层,兼具抗冲击(超细金属填料增强韧性)、耐热(180℃以下)和防粘黏(降低表面能)特性,气动力喷涂工艺实现快速均匀施工。自修复微胶囊技术实现磨损部位原位修复,修复效率达92%。

未来技术演进将围绕绿色制造与数字孪生技术展开深度创新。环保型耐磨材料研发取得重要突破,生物基聚氨酯弹性体通过分子链设计实现90%生物碳含量,其耐磨指数达传统橡胶的3倍且可完全降解。数字孪生技术在耐磨防护中的应用日趋成熟,通过建立设备磨损预测模型,可精确模拟不同材料组合在特定矿石特性下的磨损规律,使防护方案设计周期缩短80%。行业数据显示,2026年智能耐磨系统市场规模将突破50亿美元,其中嵌入式传感器市场规模年增长率达28%。值得关注的是,自修复材料技术从实验室走向工程应用,含微胶囊化修复剂的环氧树脂基复合材料可在磨损部位自动释放修复物质,使局部硬度恢复至初始值的85%以上。这些技术突破不仅重构了选矿设备耐磨防护的技术体系,更推动了矿山装备向低碳化、智能化方向转型升级。摩擦纳米发电机利用设备振动发电,功率密度达80mW/cm³。云南选矿设备耐磨保护标准厚度是多少
生物降解型耐磨涂层在土壤中180天分解率>99%,无重金属残留。安顺附近选矿设备耐磨保护售后服务
ULC喷涂型耐磨材料在球磨机衬板保护中展现出**性突破。针对铁矿湿式球磨机开发的纳米复合ULC涂层,通过超音速火焰喷涂(HVOF)技术形成梯度结构(表层1200,过渡层900,结合层650),其抗冲击疲劳性能达到传统高锰钢衬板的6倍(ASTME466标准测试)。某铁矿选厂实测数据显示,在磨矿浓度65%、钢球直径100mm的工况下,ULC涂层衬板运行18000小时后磨损量*,而传统衬板在8000小时即需更换。关键技术创新在于涂层中定向排列的碳化钨晶须(直径200nm,长径比20:1),通过"裂纹偏转-晶须桥联"机制将冲击能量分散,电镜分析证实其疲劳裂纹扩展速率降至×10⁻⁸mm/cycle。更值得注意的是,该涂层的腐蚀电流密度*为×10⁻⁷A/cm²(pH=3的酸性矿浆),通过原位形成的WO₃钝化膜实现了磨损-腐蚀协同防护,使衬板综合寿命提升至传统材料的,年维护成本降低42%。 安顺附近选矿设备耐磨保护售后服务
与选矿设备耐磨保护相关的文章

六盘水本地选矿设备耐磨保护抗压强度
- 遵义耐腐蚀选矿设备耐磨保护国家标准 2026-04-24
- 重庆选矿设备耐磨保护行价 2026-04-23
- 附近选矿设备耐磨保护主要作用 2026-04-23
- 遵义什么是选矿设备耐磨保护使用方法 2026-04-23
- 四川环保选矿设备耐磨保护国家标准 2026-04-23
- 本地选矿设备耐磨保护使用方法 2026-04-23
- 六盘水附近选矿设备耐磨保护防火等级 2026-04-22
- 重庆化工选矿设备耐磨保护国家标准 2026-04-22
- 贵阳防水选矿设备耐磨保护如何验证是原厂产品 2026-04-22
- 四川选矿设备耐磨保护比普通寿命长多少 2026-04-22
- 贵州高效选矿设备耐磨保护服务电话 2026-04-22
- 贵州选矿设备耐磨保护抗压强度 2026-04-21
与选矿设备耐磨保护相关的产品

与选矿设备耐磨保护相关的新闻
-
铜仁本地选矿设备耐磨保护裂隙渗透测试 2026-04-02 03:06:55选矿设备耐磨保护的技术创新正从单一材料性能提升转向系统化解决方案。超音速火焰喷涂(HVOF)技术的***进展使碳化钨-钴(WC-12Co)涂层孔隙率降至0.5%以下,结合后处理的激光重熔工艺,涂层结合强度突破80MPa,在Φ5m球磨机衬板应用中实现18个月连续运转无失效。磨损机理研究揭示,多相流中固...
-
六盘水化工选矿设备耐磨保护欢迎选购 2026-03-24 23:08:41表面工程与润滑技术的协同优化开辟了新路径。针对球磨机钢球-衬板摩擦副,开发的微纳织构化表面(凹坑直径20-100μm,深径比0.3)结合纳米润滑添加剂(WS₂@C核壳结构,粒径80nm),使干摩擦系数从0.65降至0.22。通过分子动力学模拟揭示,该体系在接触界面形成了5-8nm厚的剪切诱导有序层,...
-
遵义环保选矿设备耐磨保护日常维护需要注意什么 2026-03-23 05:07:36ULC超级耐磨弹性体涂层在矿山重载设备防护领域实现了重大突破,其**的分子桥接技术通过动态配位键形成三维网络结构,在铁矿破碎机齿板应用中展现出85倍于高锰钢的耐磨性能。该材料创新性地采用量子限域效应,使表面硬度达到HV900的同时保持75%的断裂伸长率,完美平衡了耐磨性与抗冲击需求。智能温控喷涂系统...
-
安顺附近选矿设备耐磨保护售后服务 2026-03-19 09:07:53工程应用实践表明,耐磨技术的系统化集成能***提升选矿设备综合效能。半自磨机采用模块化耐磨衬板系统后,通过差异化防护设计使筒体衬板寿命达14个月,而进料端特殊设计的陶瓷-金属复合衬板可承受10J/cm²的冲击能量。水力旋流器内衬的碳化硅陶瓷采用蜂窝结构设计,在保持HV2200硬度的前提下,将脆性断裂...
与选矿设备耐磨保护相关的问题
新闻资讯
产品推荐
-

毕节防水ULC喷涂型类橡胶材料推荐厂家
2026-05-04 -

贵州化工ULC喷涂型类橡胶材料推荐厂家
2026-05-04 -

六盘水附近高分子防火防潮封堵剂代理商
2026-05-04 -
铜仁本地ULC喷涂型类橡胶材料日常维护需要注意什么
2026-05-04 -

安顺高弹力ULC喷涂型类橡胶材料厂家电话
2026-05-04 -

毕节化工ULC喷涂型类橡胶材料使用方法
2026-05-04 -
安顺ULC喷涂型类橡胶材料服务电话
2026-05-04 -
云南高效ULC喷涂型类橡胶材料日常维护需要注意什么
2026-05-04 -

贵州附近高分子防火防潮封堵剂正常使用寿命是多久
2026-05-04