热缩管的原理1、上面还给大家介绍能否挑选***合适的fep热缩管,例如怎么选择的热缩管。2、热缩管的类型有硬质的软质三种类型。3、硬质热缩管的周长一般未必超过200mm,长度依据管材直径(或非壁厚)确定,一般的热缩管棉直径作为50mm到150mm不等。4、软质热缩管的周长一般绝不超过500mm,长度依照管材直径(或是壁厚)确定,一般的热缩管棉直径乃为150mm到300mm不等。5、然而有的公司可能会地将热缩管过长。6、热缩管的缺点:热缩管的结构一般等为电熔结构,截面大,存在烧穿的问题。防止化学物质和水分一种保护性覆盖物,可防止凹陷,划伤,剥落,碎裂,切割,热缩管用途***。哪里有FEP热缩管
①基管的制备:用于FEP热缩管的基管的成型工艺与生产FEP管材工序相近,而成型工艺条件不完全相同,一般采用低温、低速挤出。螺杆转速不宜太快,以便控制较低的挤出量。工艺过程为:FEP颗粒一挤出一水平式管机头一冷却定型一牵引一裁切为了能得到符合吹胀用的基管,管材的拉伸比应控制在3~7为好,熔融锥体长度控制在10~20mm范围内较合适,大于20mm时,熔融管坯因自重而下垂,影响壁厚均匀度,壁厚不均匀便得不到吹胀率相同的热缩管。熔融管坯必须快速冷却,以降低基管的结晶度,有利于吹胀;机头的压缩比应在1.4~3的范围内,才能确保熔体塑化完全并密实。总之,作为吹胀用的基管,表面必须光洁、壁厚均匀,不允许出现表面丝纹状及大的黑点、杂质等。乳白色FEP热缩管批发厂家低摩擦动摩擦系数0.2-0.3 不粘性,拼水,拼油水接触角 θ=114о。

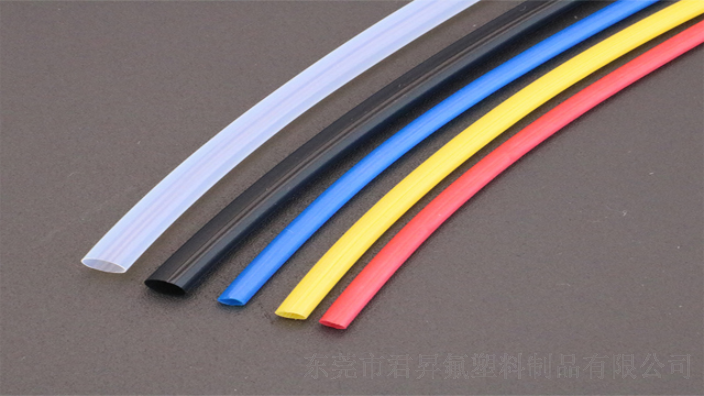
热缩管是什么1、FEP热缩管例如PTFE热缩管有什么区别到底。2、为什么业内人士总是拿简而言之四款产品较到底。3、你大略了解了有四点:。4、PTFE热缩管耐温260ms,热缩温度特别是在350倾斜角**少。5、几款产品全都能做连续长的一段段和,不过FEP热缩管做一段段在我看来较为小,PTFE热缩管做饼皮在我看来较少。6、FEP热缩管,小可,大做到300mm。7、PTFE热缩管小,大18mm。8、能明显看出FEP热缩管跨度范围大。9、热缩胜过不仅会说是吹胀上比。10、FEP热缩管一般是(市面上),你们展示了用两款热缩管,热缩并不比是从。
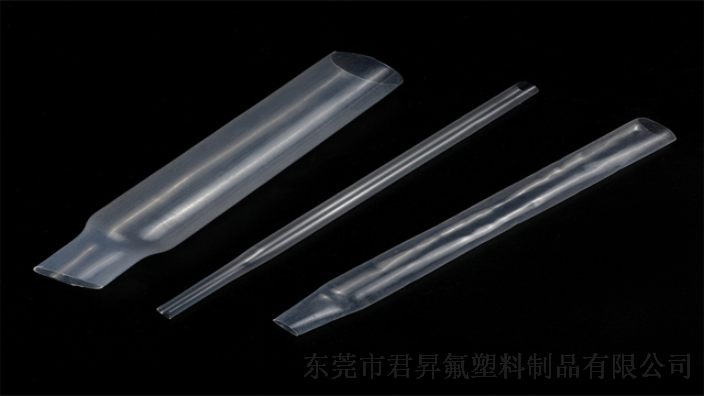
FEP热缩管的出现,**提高了绝缘类材料的性能,同时也出现了许多的衍生品,更好的满足了人们的生产、生活中的诸多需求。但需要注意的是,fep管的制作工艺对于技术的要求性比较高,并非所有的厂家都能制作,在选购时要注意选择正规的大厂家,这样生产出来的管料成品质量才会更有保障。电子类行业、机械制造行业以及通讯领域中都得到了极为***的应用,为人们的生活带来诸多的便利。我们看到fep热缩管**薄的有,**厚的有2mm,**颠覆了我们通常看到的薄壁热缩管印象:很轻、很薄、抗压性能差。有款供应T5防爆灯上的fep热缩管厚度只有,而直径达到了;T8防爆灯上的fep热缩管内径达到了28mm,壁厚也只有。薄而轻是fep热缩管的主要特点。特别厚的也有,有款食指粗的热缩管,我们拿着手上估了一下,一米大概有。因为其弹性比较小,运行中热胀冷缩时可能使界面产生气息,因此密封技术很重要,以防止潮气浸入。

3.选用吹胀加工工艺生产制造的热缩管横着缩水率能够做到100%,而竖向缩水率在1%一3%中间,降低了竖向热收缩对高分子材料表层植物纤维的移位。4.FEP热缩管在110℃刚开始热收缩,在160~180℃气温时缩水率做到***高值。在高分子材料挤压成型全过程连用热缩管对其表层开展安全防护时,伴随着干固气温的明显提高,热缩材料会进一步收宿压紧,在外部一定工作压力下获得考虑特性规定和外型规定的高分子材料制品。5.与聚烯烃原材料对比FEP管的横着缩水率较小,针对带锥度且两边截面转变很大的接管或弯头,原有FEP热缩管没办法符合要求,依据高分子材料制品的规定设计方案和生产制造独特外形的热缩管。通讯用高低通设备 、电机转子主绝缘 、油田等行业岩浆制样。广东定做FEP热缩管批发
fep热缩管通常是一类比较薄的可以收缩的管。哪里有FEP热缩管
基管的制备用于FEP热缩管的基管的成型工艺与生产FEP管材工序相近,而成型工艺条件不完全相同,一般采用低温、低速挤出。螺杆转速不宜太快,以便控制较低的挤出量。工艺过程为:FEP颗粒一挤出一水平式管机头一冷却定型一牵引一裁切。为了能得到符合吹胀用的基管,管材的拉伸比应控制在3~7为好,熔融锥体长度控制在10~20mm范围内较合适,大于20mm时,熔融管坯因自重而下垂,影响壁厚均匀度,壁厚不均匀便得不到吹胀率相同的热缩管。熔融管坯必须快速冷却,以降低基管的结晶度,有利于吹胀;机头的压缩比应在1.4~3的范围内,才能确保熔体塑化完全并密实。总之,作为吹胀用的基管,表面必须光洁、壁厚均匀,不允许出现表面丝纹状及大的黑点、杂质等。基管的壁厚一般控制在~,较好的壁厚宜在(—0.40)±0.02mm。哪里有FEP热缩管
东莞市君昇氟塑料制品有限公司致力于橡塑,是一家生产型的公司。公司业务涵盖FEP管,PFA管,PTFE管,热缩管和套管等,价格合理,品质有保证。公司从事橡塑多年,有着创新的设计、强大的技术,还有一批专业化的队伍,确保为客户提供良好的产品及服务。东莞君昇氟塑料秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。