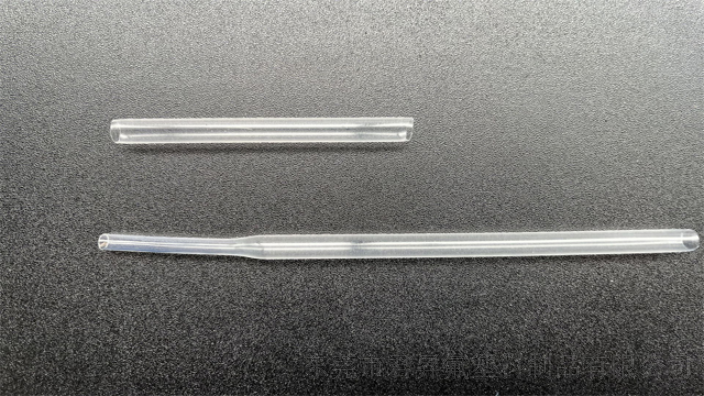
FEP全称为Fluorinatedethylenepropylene,翻译为氟化乙烯丙烯共聚物(全氟乙烯丙烯共聚物)英文商品名:Teflon*FEP,是一类化学物质。FEP是四氟乙烯和六氟丙烯共聚而成的。FEP结晶熔化点为304℃,密度为(克/立方厘米)。FEP可应用到软性塑料,其拉伸强度、耐磨性、抗蠕变性低于许多工程塑料。它是化学惰性的,在很宽的温度和频率范围内具有较低的介电常数。Fep热缩管体积电阻>1018ΩM,表面电阻>1013Ω,耐电弧>165秒,不漏电,低摩擦动摩擦系数θ=114о,不燃性空气中不会燃烧(氧气指数>95VOL%),收缩比为、4:1。特点:耐温聚全氟乙丙烯(F46、FEP)热缩管-200--200℃,可熔性聚四氟乙烯(PFA)热缩管-200--250℃耐蚀性只有高温下元素氟,碱金属与它起作用,对其它所有的浓、稀无机有机酸、碱、酯均无作用。聚全氟乙丙烯热缩管、F46热缩管、FEP热缩管。广东供应FEP热缩管大概价格
“fep热缩管的材料主要是塑料,包括PVC,ABS,EVA,PET等等。fep热缩管是一种热收缩包装材料,遇热即收缩,按材质分可分为pvc热缩套管、pet热缩套管、辐照交联pe热缩套管、10KV高压母排保护热缩套管、35KV高压母排保护热缩套管、含胶双壁热缩套管、仿木纹热缩套管。热缩管阻燃、绝缘、耐温性能,热缩套管是一种特i制的聚烯烃材质热收缩套管,也有叫做EVA材质的。它具有柔软有弹性。受热(125℃)会收缩。FEP热缩管的使用说明:生产时把热缩管加热到高弹态,施加载荷使其扩张,在保持扩张的情况下快速冷却,使其进入玻璃态,这种状态就固定住了。在使用时一加热,它就会变回高弹态,但这时载荷没有了,它就要回缩。广东供应FEP热缩管批发商不燃性空气中不会燃烧(氧气指数>95VOL%),收缩比为1.3:1。
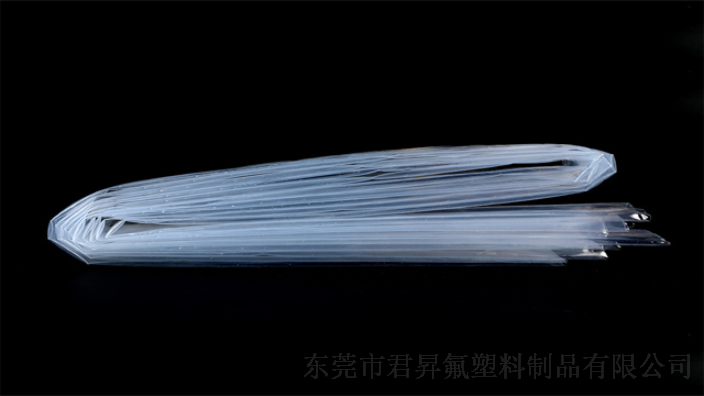
二、吹胀成型(扩张工序)FEP热缩管的吹胀工艺是在通用塑料的吹胀工艺基础上发展起来的,一般采用内通压缩空气吹胀法。按照吹胀成型的过程不同可分为二种:,一定长度的基管连续不断地经过吹胀模具,在加热、加压的情况下吹胀,并经过冷却定型。该方法的优点是:投资少,只需更换吹胀模具就能吹胀不同规格的收缩管,生产效率高,且能得到一定连续长度的热收缩管。(一般为1米),然后固定在吹胀模具内,两端封口,其中一端通气,加热、加压吹胀成型。优点是:能够吹特殊规格的收缩管,且热收缩管外观质量好(与基管外观质量接近),圆整度高;缺点是:生产效率低,产品长度也有局限。
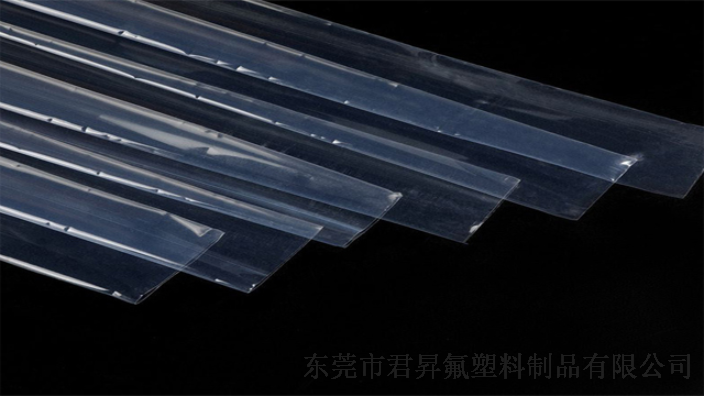
(FEP)热收缩管的利用特性耐高低温:-200--200℃不燃性:空气中不会燃烧(氧气指数>95VOL%)耐蚀性:只有高温下元素氟,碱金属与它起作用,对其它所有的浓、稀无机有机酸、碱、酯均无作用电可靠性,高绝缘性:60HZ-60MHZ高低温下介电常粘均为2.1。即使表面因跳水而受到损害,也不会产生导电轨道。体积电阻>1018ΩM,表面电阻>1013Ω,耐电弧>165秒不漏电低摩擦:动摩擦系数0.2-0.3纵向收缩:≤8%。FEP可应用到软性塑料,其拉伸强度、耐磨性、抗蠕变性低于许多工程塑料。它是化学惰性的,在很宽的温度和频率范围内具有较低的介电常数。表面不粘性:已知的固体材料头不能粘附在表面上。
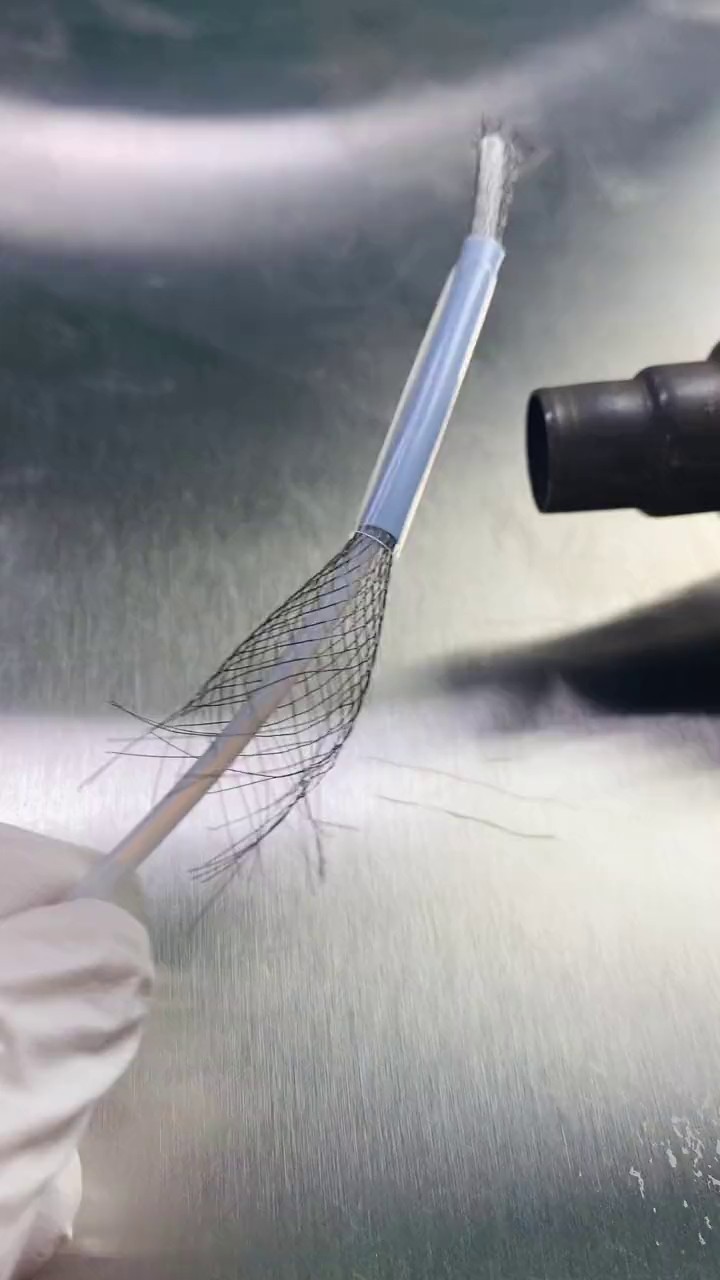
可以使用热缩管的一些特定方法包括:提供电气绝缘(电线维修,接头,覆盖端子,其他连接器等)识别组件(通过自定义颜色,打印等)捆扎松散的物品(通常是线束和电线)改变某物的表面光洁度颜色编码保温层应力消除环保密封,防止化学物质和水分一种保护性覆盖物,可防止凹陷,划伤,剥落,碎裂,切割,磨损和低冲击如您所见,热缩管用途***。fep热缩管用途1、绝缘护套2、水处理3、通讯用高低通设备4、电机转子主绝缘5、油田等行业岩浆制样6、办公机械、制纸机械、印染机械、印刷机的辊筒包覆通讯用高低通设备 、电机转子主绝缘 、油田等行业岩浆制样。供应FEP热缩管24小时服务
在所有塑料中光折射率;耐候性:可长时间暴露臭氧阳光下易二次加工性:可自封,可自焊可翻边,可制盘向管。广东供应FEP热缩管大概价格
基管的制备用于FEP热缩管的基管的成型工艺与生产FEP管材工序相近,而成型工艺条件不完全相同,一般采用低温、低速挤出。螺杆转速不宜太快,以便控制较低的挤出量。工艺过程为:FEP颗粒一挤出一水平式管机头一冷却定型一牵引一裁切。为了能得到符合吹胀用的基管,管材的拉伸比应控制在3~7为好,熔融锥体长度控制在10~20mm范围内较合适,大于20mm时,熔融管坯因自重而下垂,影响壁厚均匀度,壁厚不均匀便得不到吹胀率相同的热缩管。熔融管坯必须快速冷却,以降低基管的结晶度,有利于吹胀;机头的压缩比应在1.4~3的范围内,才能确保熔体塑化完全并密实。总之,作为吹胀用的基管,表面必须光洁、壁厚均匀,不允许出现表面丝纹状及大的黑点、杂质等。基管的壁厚一般控制在~,较好的壁厚宜在(—0.40)±0.02mm。广东供应FEP热缩管大概价格