- 品牌
- 健坤
- 型号
- 可咨询
MMO:贵金属氧化物阳极,重量轻,单位发电量大。可通用。另外还有一类阳极,是用在船舶上的外加电流阳极,国内现在还没有办法生产。Pb/Ag阳极?储罐专门使用的阳极带和导电片:对于特大型的储罐,容积在10000m3以上的,国家标准强制要求新建的,要做网状阳极床,阳极带间距2米,导电片间距4-6米,上面覆盖200-300厚度的沥青砂浆层。接地网的保护:都采用牺牲阳极法保护,因为会产生漏电流,无法用外加电流的方式。例如,一个发电厂的接地网,阴保材料可以达到100多万元。恒电位仪——将220V或380V的电流转化为直流电流,可自动调节输出电压电流的大小,保持提供-0.85—-1.2V范围的电压值。设计时需要考虑裕度,比如需要10V/10A的恒电位仪,设计时增加为两倍,采购20V/20A的恒电位仪。还要备用一套。四川健坤科技有限公司生产阴极保护产品符合DLT5394-2007电力工程地下金属构筑物防腐技术导则。贵阳锌镁合金防腐接地棒价格咨询

阴极保护电源设备及阳极地床 (1)外加电流系统整流器:每座阳极地床采用一台75A/75V恒电位仪供电。考虑到外加电流系统余量以及厂区的实际情况,根据所需保护电流安装恒电位仪42台。(2)阳极地床:阳极地床采用深井阳极地床,井深80m,每眼井安装组合阳极体4支,单支规格为Ø377mm×6000mm。每支组合阳极体内含3支规格为Ø75mm×1200mm、重量为50kg/支的高硅铸铁阳极。3.7均压保护:均压保护就是采用电缆或镀锌扁钢将同沟铺设、近距离平行或交叉走向的被保护管道,以及非焊接连接的同一条被保护管段间电性连接起来,达到均衡管道电位的目的。这种技术的实施,可减小管道之间的电位差,确保电位分布均匀,防止杂散电流腐蚀,扩大阴极保护范围。厂区设均压线98处。3.8阴极保护监测:为进行阴极保护系统的日常管理,及时可靠地掌握地下管网的腐蚀情况,需设计安装测试系统。厂区共设立82个电位综合测试桩,用于在保护期间内测量管道的保护电位。3.9镁合金牺牲阳极:由于厂区装置地基和罐区的屏蔽影响,以及距离阳极井太远使之部分支线管道出现保护不足,所以在以外加电流保护为主的系统中辅以镁合金牺牲阳极保护,解决局部保护不足问题。厂区共埋设210支镁合金阳极。贵阳镁合金阳极组件厂家供应购买阴极保护产品,就找四川健坤科技有限公司。

四川健坤科技有限公司阴极保护产品介绍:电流阴极保护通过外加直流电源以及辅助用阳极,迫使电流从土壤中流向被保护金属,使被保护金属结构电位低于周围环境,处于阴极极化状态。该方式主要用于保护大型或处于高土壤电阻率土壤中的金属结构。镁合金阳极:镁是典型的轻金属,原子序数12,密度1.74g/cm3,镁的标准电极电位为:-2.37V(SHE标准氢电极)。镁阳极的特点是:密度小,具有较高的化学活泼性;电极电位很负;极化率低,驱动电压大(对铁的驱动电压可达0.6V以上);理论电容量大。在镁的表面不易形成屏蔽性保护膜。镁和镁合金阳极电流效率很低,一般只有50%左右,这是它的一项重大缺点。
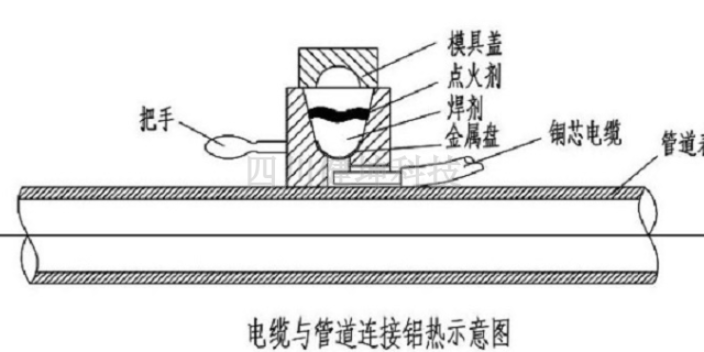
工具准备:1.自来水:用于阳极回填时对阳极进行浇灌,根据阳极数量准备2.剥电缆外绝缘保护层用的工具,比如钳子或者刀具;3.清理接地扁钢表面防腐层用的钢刷、砂纸;4.铝热焊工具:焊剂、模具、毛刷;5.烘干扁钢及模具用的加热设备;6.万用表。三、牺牲阳极的组成:套装镁合金牺牲阳极由以下几部分组成:1.任意规格的一支镁合金阳极;2.焊接在镁阳极钢芯上面的若干长度电缆线;3.镁合金阳极专门使用填料(粉状);4.承装镁阳极及填料的棉布袋;5.外面一层白色编织包装袋;阴极保护产品高硅铬铁,就找四川健坤科技有限公司。

补伤片——对管道焊接后,对被破坏的管道外壁进行防腐层的修补。它是一种热缩橡胶,加热后就自动的紧密附着在管道上。管道上的防腐层一般是采用缠绕防腐带/刷沥青/3P材料等?外加电流保护方式,需要阳极,一般是高硅铸铁,或高硅铬铁。分空心的及实心的两种。空心的造价低,发电量小,寿命短。实心的端部采用环氧树脂封闭,中间有一圆的钢芯,头部带孔,引流的铜线绞线穿孔后,采用铜焊/螺栓压接牢固。阳极一般常规尺寸为φ50×1500等,一般使用时需要外加一套管,钢管直径为φ219,成品钢管长度2000,中间加焦炭填充以延长使用寿命。阴极保护产品变电站接地网设计方案,就找四川健坤科技有限公司。云南测试桩市场价
四川健坤科技有限公司是一家阴极保护产品专业生产厂家。贵阳锌镁合金防腐接地棒价格咨询
操作步骤:第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干;第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔;第四步:剪开塑料袋,将焊剂倒入模腔。;第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理模具内的残渣,以备下次使用。贵阳锌镁合金防腐接地棒价格咨询


- 阴极保护-GBT16166 2024-11-24
- 青海锌镁合金防腐接地线电话多少 2024-11-24
- 阴极保护镁资料 2024-11-24
- 阴极保护 石化方案 2024-11-23
- 西藏镁合金阳极组件哪里买 2024-11-23
- 德阳测试桩报价 2024-11-23
- 阴极保护-锌资料 2024-11-22
- 阴极保护 循环水标准 2024-11-22