- 品牌
- 健坤
- 型号
- 可咨询
阴极保护产品参数测量方法4、直流电压表选用原则①内阻≥100kΩ/V;②灵敏阀应小于被测电压值的5%;③准确度应不低于2.5级。5、管地电位测量应采用铜--饱和硫酸铜的参比电极①铜电极采用紫铜(纯度>99.7%);②CuSO4采用化学纯,用蒸馏水配制;③渗透膜采用渗透率高的微孔材料;④允许电流密度≤5μA/cm2。6、连接点接触良好7、导线宜采用铜芯绝缘软线,若有电磁干扰时宜选用屏蔽导线。 三、 阴极保护产品参数测量方法:管地电位测试1、地表参比法a、用于测量管道自然电位、保护电位和牺牲阳极的开路,闭路电位的测量。b、线路连接见照片。 c、使用高阻电压表推荐使用数字万用表,如TD-830四川健坤科技有限公司生产阴极保护产品符合DLT5394-2007电力工程地下金属构筑物防腐技术导则。制造阴极保护商家

管网中经常同时出现直埋与架空两种敷设方式,当管道由架空转入地下,或由地下转出架空时,无论哪种情形都会出现直埋出(入)地管段与地面相交的现象,这将出现类似前述的“水线”腐蚀。这里靠近地面的管道部分富氧为阴极,离地面相对较远的管道部分贫氧为阳极,同理腐蚀严重的部位是距地面较近的属于阳极的那部分地下管道。其实这种现象生活中也经常能见到,如穿墙的暖气管或自来水管在与墙体交界处的腐蚀总是严重的。该管道有部分裸露在大气中,对管道使用是不利的。在此电池中,浸没在水线以下相对较深的金属部分贫氧,电极电位较低成为阳极加速腐蚀;而水位线附近的金属富氧,电极电位较高成为阴极,腐蚀速率减缓,甚至停止。之所以只在水位线附近发生严重腐蚀,是因为在此电极体系中,水位线附近导电回路短,电流总是流经电阻小通路的缘故。所以腐蚀主要集中发生在阳极边缘的“水线”附近。制造阴极保护商家阴极保护产品保护电流密度计算,就找四川健坤科技有限公司。

外加电流的回路如何形成?会漏电吗?外加电流是通过水或者土壤,与阳极和被保护的对象形成电流回路。会有一点点漏电流的产生,这在设计是会考虑余量或裕度的。驱动电压低,用于低土壤电阻率的地方,因电流的穿透力不够时就不行了,不起作用了。锌电池——中间有两根锌棒,两根锌棒之间有绝缘材料隔开。用于管道上绝缘法兰的保护。如何保护?铝阳极——适用于水中(海水、淡水)设施的保护,以及储罐内壁、循环水管道等的保护。参比电极——用于测试保护效果。Ag/AgCl参比电极——用于精确测量,不常用,造价高。电缆:VV——聚氯乙烯,常规的引流电缆;VV22价——聚氯乙烯铠装电缆,造价高;YJV——耐高温电缆。
220kV某变电所接地网阴极保护方案介绍:注意事项:阳极采用卧式安装,安装方向与接地网方向水平。阳极体放入阳极坑后向坑内浇水,保证填包料充分吸收,以增加阳极体周围的横向导电性能,然后回填阳极坑。注意事项:回填时尽量不要夹杂石块等杂物,以避免杂物对电流产生屏蔽作用。测试桩根据接地网的分布情况来设置,每个测试桩处埋设一支参比电极,用来监测接地网的保护电位。注意事项:测试桩埋设时保证埋设深度一致,并保证测试桩垂直安装,地面以下部分采用相应措施进行加固。参比电极埋设之前,要在水中充分浸泡两小时以上,以使内部的硫酸铜达到饱和状态。参比电极埋设好后,将参比信号线引导测试桩参比信号端子,以便日常维护时使用。注意事项:参比电极安装位置尽量靠近接地网,以减小电压降的产生。阴极保护产品耐腐蚀吗,就找四川健坤科技有限公司。

太阳能阴极保护参数选择阴极保护的基本原理比较简单,但能否成功地达到对金属的完全保护,设计时必须对被保护系统中小保护电流密度,小保护电位等参数进行认真考虑。1.小保护电流密度选择:小保护电流密度的大小,主要由被保护金属的种类、介质的侵蚀性极化现象及金属与介质问的过滤电阻等因素决定,其范围可以由十分之几mA/m2至几百mA/m2。要使金属达到完全保护,首先要使被保护金属的总电位降低到与腐蚀电池阳极的开路电位相等或略低于它。一般认为,在实际安装的太阳能阴极保护系统中,如果被保护金属的电位极化后比极化前(没有通电时的电位)降低0.25V——3.0V,就可以达到完全保护。由于阴极保护需要的电压低(0.25V—3.0V),电流密度小(土壤中钢铁为16.0mA/m2),利用太阳电池作为阴极保护的供电电源。可以预言,在不远的将来,太阳能阴极保护技术将会获得较多的应用。阴极保护产品放热焊接材料,就找四川健坤科技有限公司。制造阴极保护商家
四川健坤科技有限公司为大家提供阴极保护产品。制造阴极保护商家
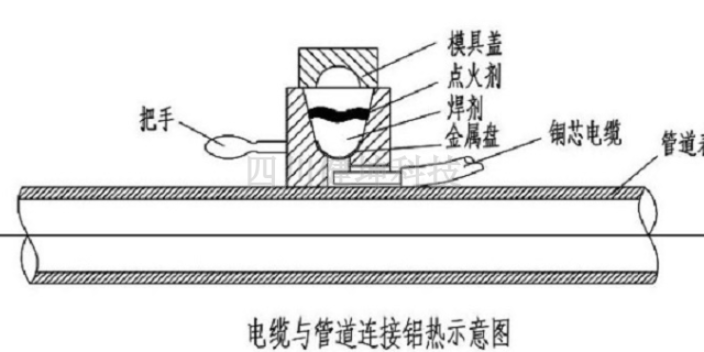
阴极保护产品施工:铝热焊接工艺操作说明;操作步骤;第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干。第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔。第四步:剪开塑料袋,将焊剂倒入模腔。第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理干净模具内的残渣,以备下次使用。制造阴极保护商家

- 四川阴极保护批发价 2024-11-28
- 成都阴极保护管理制度 2024-11-28
- 成都比较好的阴极保护厂家 2024-11-28
- 阴极保护 锌预算 2024-11-27
- 阴极保护现货 2024-11-27
- 成都常用阴极保护 2024-11-27
- 成都评价阴极保护批发 2024-11-27
- 四川阴极保护工厂直销 2024-11-27