- 品牌
- 健坤
- 型号
- 可咨询
技术指标:(1)有效保护年限20年;(2)在有效保护期内,管道的保护电位不高于一0.85V(相对于Cu/CuSO。参比电极),全厂区的电位达标率超过95%;(3)在有效保护期内,管道的保护度高于90%;(4)在有效保护期内,被保护的管道的漏点数量逐渐减少,在原腐蚀严重部位之外不再新发生腐蚀穿孔。3.4设计依据(1)SY/T0019—97(埋地钢质管道牺牲阳极阴极保护设计规范》;(2)GB/T17731—1999(镁合金牺牲阳极>;(3)SY0007—1999(钢质管道及储罐腐蚀控制工程设计规范》;(4)SY/T0036—2000(埋地钢质管道强制电流阴极保护设计规范》;(5)新绘制的厂地下管网图纸;(6)管道台帐。阴极保护产品施工工艺,就找四川健坤科技有限公司。贵阳锌包钢接地圆线价格咨询

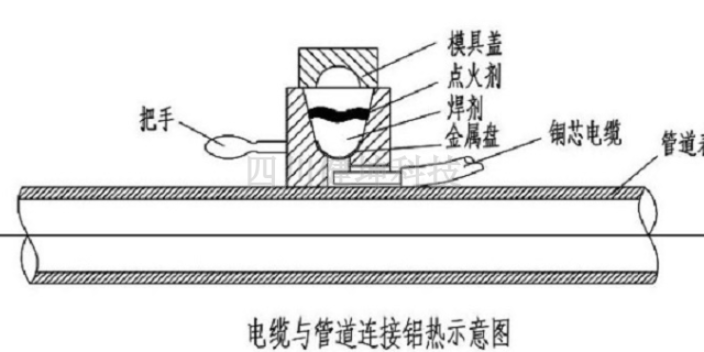
阴极保护产品施工:铝热焊接工艺操作说明;一、说明;本册适用于电缆线与构筑物的铝热焊接。请详细阅读本册后,根据实际情况准备工具,为方便安装,可以使用您认为更为方便可靠的工具。如有疑问请联系本公司。工具1.焊剂;2.引火粉;3.金属垫片;4.模具;5.点火q;6.钢刷;7.毛刷;三、注意事项;1.操作环境切记要通风良好,周边5米内没有易燃易爆物品。2.引火粉引燃时,务必将焊剂、引火粉以及可能燃烧的物品远离引燃处放置。3.人切勿处于模具盖正面,以免受伤。4.焊剂及引火粉切忌受潮,受潮后应安全废弃,切勿烘烤使用。5.焊接时,人员不准围聚;操作工需佩戴安全劳保工具,避免受伤。阴极保护 铝应用阴极保护产品电缆,就找四川健坤科技有限公司。

其他相关产品电缆:阴极保护中常用的电缆有:VV系列、VV22系列、YJV系列等。补伤片:外加电流阴极保护:常用外加电流阳极材料:高硅铸铁阳极体:高硅铸铁阳极深井阳极体由高硅铸铁阳极串、导气管、焦炭填料和钢质套管组成,将高硅铸铁阳极串(一般为两支)固定在钢质套管中心,装上导气管后阳极串,四周填充焦炭填料。贵金属氧化物阳极体(带):贵金属氧化物管状阳极体由贵金属氧化物管状阳极串、导气管、焦炭填料和钢质套管组成,将贵金属氧化物:管状阳极串(一般3支阳极组成)固定在钢质套管中心,装上导气管后阳极串四周填充焦炭填料。
阳极的埋设及深度:镁合金阳极在相应位置的阳极地床中埋设,阳极及电缆线埋设深度一般距地面不小于0.7米,但必须在冻土层以下位置。七、牺牲阳极(地床)位置分布及与接地扁钢的连接方式:牺牲阳极位置分布及连接方式,应严格按照设计进行,一般遵循以下原则:1、直接连接:①当设计每组为一套阳极时候,建议相邻的两组阳极沿接地扁钢两边交替埋设,距离接地扁钢1~3米为宜,特殊情况下小不小于于0.5米。②当某些地段两套阳极之间距离较近时,每套阳极间隔2~3米为宜。阴极保护产品填料包,就找四川健坤科技有限公司。
阴极保护计算说明(1)保护对象:炼油厂管道总长达94.9km,钢质和铸铁管道外表总面积达1050dam2;(2)保护电流密度的选取和保护电流的计算:金属构件施加阴极保护时,使金属达到完全保护时所需要的电流密度为小保护电流密度,在设计时称为阴极保护电流密度,选取的阴极保护电流密度大小是影响金属构件防蚀效果的主要参数,它与小保护电位(钢为一0.85V)相对应。如果选取的保护电流密度偏低,会造成保护不足,金属构件达不到全保护,产生不同程度的腐蚀;反之,将会造成不必要的材料和施工的投入。阴极保护电流密度与许多因素有关,如被保护金属的种类、表面状态、表面防腐蚀涂层的种类和质量、介质的性质、有效保护年限以及外界条件的影响等。这些因素的差异可使阴极保护电流密度由几个μA/rn2变化到数百个μmA/m2。根据以往的工程经验和综合考虑两厂区的实际情况,在炼油厂区选取阴极保护电流密度为i=7mA/m2。结合“保护对象”中所给出的保护面积,计算厂区管线所需保护电流为:I=2.5i×s=2.5×7×10.5=1838(A)阴极保护产品的连接方式,就找四川健坤科技有限公司。贵阳锌包钢接地圆线价格咨询
四川健坤科技有限公司为大家提供阴极保护产品。贵阳锌包钢接地圆线价格咨询
管道防腐蚀措施:对于解决旧埋地管道的腐蚀问题,将管道挖出重新进行完整的涂层保护是不现实的,这既要耗费大量资金又不能根本地解决问题。炼油厂现有运行的管道属于埋地管道,要想控制管道的腐蚀现有的方法只能进行阴极保护控制。所谓阴极保护技术就是向被保护的钢管通以足够的直流电流(阴极电流),对钢质管道外表面进行阴极极化,降低钢质管道在土壤中的腐蚀电位,使腐蚀电流减小甚至趋于零,进而达到彻底阻止管道腐蚀的目的。这是一项成熟的技术,采用涂层和阴极保护联合防腐蚀手段,可延长地下管道的使用寿命一倍至几倍。实施阴极保护的费用只占埋地管线造价的l%~3%,而管线的使用寿命却可以成倍地延长,因此这项技术正被越来越多的人所认识,并得到越来越较多的应用。贵阳锌包钢接地圆线价格咨询

- 四川锌包钢接地圆线厂家批发价 2024-12-22
- 西藏锌包钢接地极什么价格 2024-12-20
- 航天阴极保护厂家 2024-12-18
- 陕西测试桩市场价 2024-12-17
- 成都锌镁合金防腐接地线厂家供应 2024-12-16
- 甘肃镁合金阳极组件厂家现货 2024-12-16
- 成都通常阴极保护批发价 2024-12-14
- 贵阳硫酸铜参比电极现货 2024-12-14