- 品牌
- 协豪
- 型号
- xh
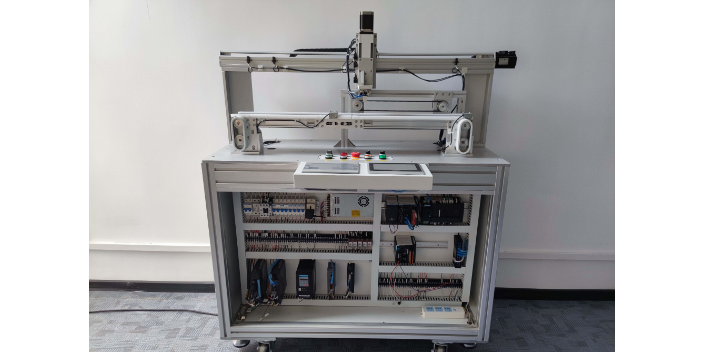
已经应用于工厂。提高工业效率、减少成本,为**现代工业的发展做出了巨大的贡献。自动化设备管理自动化工厂或事业单位的人、财、物、生产、办公等业务管理自动化,是以信息处理为的综合性技术,涉及电子计算机、通信系统与控制等学科。一般采用由多台具有高速处理大量信息能力的计算机和各种终端组成的局部网络。现代已在管理信息系统的基础上研制出决策支持系统(DSS),为高层管理人员决策提供备选的方案。对社会的影响自动化是新的技术的一个重要方面。自动化技术的研究、应用和推广,对人类的生产、生活等方式将产生深远影响。生产过程自动化和办公室自动化可极大地提高社会生产率和工作效率,节约能源和原材料消耗,保证产品质量,改善劳动条件,改进生产工艺和管理体制,加速社会的产业结构的变革和社会信息化的进程.自动化设备技术应用编辑自动化技术在仓储领域(包括主体仓库)中的发展可分为五个阶段:人工仓储阶段、机械化仓储阶段、自动化仓储阶段、集成化仓储阶段和智能自动化仓储阶段。在90年代后期及21世纪的若干年内,智能自动化仓储将是自动化技术的主要发展方向。自动化仓储系统自动化设备阶段物资的输送、存储、管理和控制主要靠人工实现。协豪科技自动化调试,让一切自动化更加高效。四川松下自动化设备调试流程

电气方案设计:为客户设备提供专业的电气解决方案,搭建开发锲合客户设备工艺的控制系统;PLC软件开发:各大品牌PLC软件定制开发;自动化设备发展简况提出“自动化”一词,并用来描述发动机汽缸的自动传送和加工的过程。0年代,自动调节器和经典控制理论的发展,使自动化进入以单变量自动调节系统为主的局部自动化阶段。自动化设备60年代随着现代控制理论的出现和电子计算机的推广应用,自动控制与信息处理结合起来,使自动化进入到生产过程的优控制与管理的综合自动化阶段。自动化设备70年代自动化的对象变为大规模、复杂的工程和非工程系统,涉及许多用现代控制理论难以解决的问题。这些问题的研究,促进了自动化的理论、方法和手段的革新,于是出现了大系统的系统控制和复杂系统的智能控制,出现了综合利用计算机、通信技术、系统工程和人工智能等成果的高级自动化系统,如柔性制造系统、办公自动化、智能机器人、系统、决策支持系统、计算机集成制造系统等。自动化设备研究内容编辑自动化是一门涉及学科较多、应用的综合性科学技术。作为一个系统工程,它由个单元组成:①程序单元。决定做什么和如何做。②作用单元。施加能量和定位。③传感单元。重庆西门子自动化设备调试软件协豪科技以精湛的技术承接电气、自动化工程及成套设备的设计、安装、调试一条龙服务,让您放心满意。
人工仓储技术在初期设备投资的经济指标也具有优越性。自动化设备第二阶段物料可以通过各种各样的传带,工业输送车、机械手、吊车、堆垛机和升降机来移动和搬运,用货架托盘和可移动货架存储物料,通过人工操作机械存取设备,用限位开关,螺旋机械制动和机械监视器等控制设备的运行。机械化满足了人们速度、精度、高度、重量、重复存取和搬运等要求。自动化设备第三阶段是自动化仓储技术阶段自动化技术对仓储技术和发展起了重要的促进作用。0年代末和60年代,相继研制和采用了自动导引小车(AGV)、自动货架、自动存取机器人、自动识别和自动分拣等系统。70年代和80年代,旋转体式货架、移动式货架、巷道式堆垛机和其他搬运设备都加入了自动控制的行列,但这时只是各个设备的局部自动化并各自应用,被称为"自动化孤岛"。随着计算机技术的发展,工作重点转向物资的控制和管理,要求实时,协调和一体化,计算机之间、数据采集点之间、机械设备的控制器之间以及它们与主计算机之间的通信可以及时地汇总信息,仓库计算机及时地记录订货和到货时间,显示库存量,计划人员可以方便地做出供货决策。他们知道正在生产什么、订什么货、什么时间发什么货、管理人员随时掌握货源及需求。
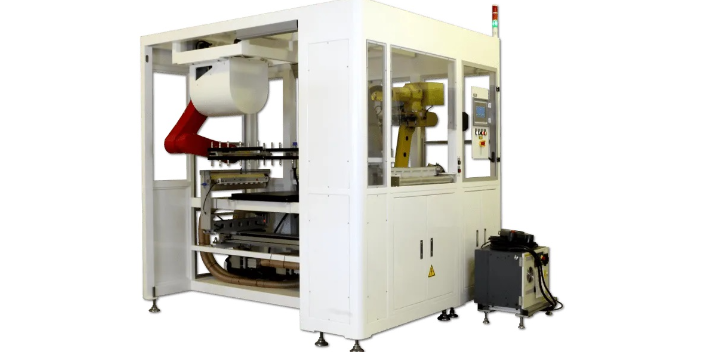
工件可作旋转运动,以达到所需位置的焊缝。4、采用PLC(可编程逻辑控制器)控制整个自动生产过程,触摸屏作为人机操作界面,气缸和电机配合执行自动动作。攻牙钻孔自动化设备介绍现产和生活中的机件壳体、设备端面、螺母、法兰盘、家具零件等各种具有不同规格五金制品经常需要加工通孔或盲孔的零件的孔的内侧面加工出内螺纹、螺丝或牙扣的工序。此工序简单而且繁琐,如果是大批量的工件需要加工的话企业的运作难度更加明显,仕速自动化机械就是为企业解决这些问题而来的。设备动作流程:滑动承耳经振动盘----出来经直振入到待加工工位----经气缸推料到攻牙模具------攻牙机发出动作攻牙-----攻牙完成----滑动承耳经下一个攻牙产品推出攻牙模具----经过传送带进入到另一个振动盘(必要时可不多使用一个振动盘,攻牙完成经直振来到装配准备区。素质优良、分工明确、配合紧密、团结向上是协豪科技技术奋进开拓的有力保障。

通常根据其结构形式的不同、功能的差异和I/O点数的多少等进行大致分类。结构形式分类:根据PLC的结构形式,可将PLC分为整体式和模块式两类。整体式PLC整体式PLC是将电源、CPU、I/O接口等部件都集中装在一个机箱内。具有结构紧凑、体积小、价格低的特点。小型PLC一般采用这种整体式结构。模块式PLC模块式PLC将PLC的各组成部分分别做成若干个单独的模块,如CPU模块、I/O模块、电源模块。东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。有的含在CPU模块中)以及各种功能模块。模块式PLC由框架或基板和各种模块组成,模块装在框架或基板的插座上。按功能分类:根据PLC的功能不同,可将PLC分为低档、中档、三类。低档PLC低档PLC具有逻辑运算、定时、计数、移位以及自诊断、监控等基本功能。协豪科技有限公司是一家专业从事工业非标自动化设备、自动化设备调试、开发、服务的高新科技型企业。四川松下自动化设备调试流程
协豪科技一家专业为设备生产厂家提高设备调试、技术咨询、解决方案、技术服务外包等服务。四川松下自动化设备调试流程
方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规团队。基本上发生错误都是电源,气源和液压源的问题。比如供电出现问题,包括整个车间供电的故障,比如电源功率低,保险烧毁,电源插头接触不良等;气泵或液压泵未开启,气动三联件或二联件未开启,液压系统中的泄荷阀或某些压力阀未开启等造成的。这几种基础的问题。通常是普遍的问题。检查传感器位置是否出现偏移由于设备维护人员的疏忽,可能某些传感器的位置出现差错,比如没有到位,传感器故障,灵敏度故障等。要经常检查传感器的传感位置和灵敏度,出现偏差及时调节,传感器如果坏掉,立刻更换。很多时候,如果在保证电源,气源和液压源供应无误的情况下,更多的问题就是传感器的故障。尤其是磁感应式传感器,由于长期使用,很可能内部搭铁相互粘住,无法分开,出现常闭信号,这也是该类型传感器的通病,只能进行更换。此外,由于设备的震动,大部分的传感器在长期使用后,都会出现位置松动的情况,所以在日常维护时要经常检查传感器的位置是否正确,是否固定牢固。四川松下自动化设备调试流程

- 温州基恩士自动化设备调试是什么 2024-11-01
- 四川松下自动化设备调试流程 2024-11-01
- 常州欧姆龙自动化设备调试价格 2024-11-01
- 北京三菱自动化设备调试公司 2024-11-01
- 重庆富士自动化设备调试平台公司 2024-11-01
- 哈尔滨西门子自动化设备调试公司 2024-11-01
- 天津永宏自动化设备调试软件 2024-11-01
- 东莞永宏自动化设备调试是干嘛的 2024-11-01