- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
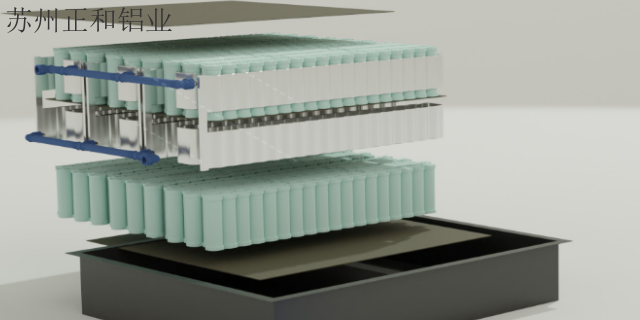
中国家、商用空调市场竞争异常激烈,加上铜价高涨使企业难以承受,迫使企业加快“铝代铜”和新技术应用的步伐,即要符合环保、增效、节能,同时又要大幅度降低成本,而同样体积的铝价为铜价的十二分之一,应用平行流技术理所当然成为降低成本的主攻方向;第三,国家出台了一系列带有强制性的节能政策、法律法规和产业标准。而空调要达到节能主要有三条:一是采用变频控制,但变频器会增加很多成本;二是在铜管换热器上把制冷剂直接更换成R410a冷媒,但会导致成本更高。三是使用平行流微通道换热器,既符合环保、有效节能,又可降低成本50%以上。因此,微通道成了家、商用空调更新换代的选择和出路。微通道扁管 ,就选正和铝业。安徽钎焊微通道扁管

挤压Zn-Siflux涂层扁管:由单一组分的铝合金材料经高温挤压成型,表面均匀涂覆Zn-Siflux涂层。搭配非复合翅片焊接,这种活性针剂可以阻断材料表面氧化膜的融合,使表面始终被融解的针料湿润,硅颗粒会与少量的铝基体反应形成铝硅共晶颗粒。纤剂预涂覆技术可以有效避免锌的使用,通过**具有腐蚀作用的翅片来保护扁管,纤剂预涂覆可以大幅度的降低扁管表面的锌含量。因此采用ZnSiflux扁管的冷凝器可以得到良好抗腐蚀性能。但是此种扁管因使用扁管采用挤压成型,在原材料铸锭和挤压过程中不可避免的缺陷的因素,以及受挤压工艺限制,常使用材质相对较软的1系和3系合金,所以存在挤压扁管的不可避免的自身缺陷。海南液冷微通道扁管按需定制苏州正和铝业,关注公众号正和铝业Trumony了解更多液冷热管理资讯技术!

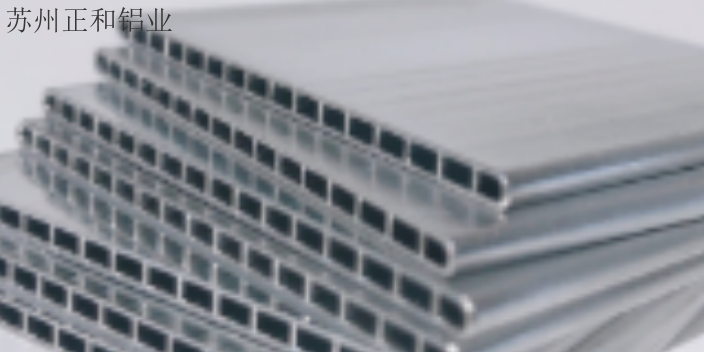
通过焊接、粘接或过盈配合技术,将隔板与换热管道紧密结合,形成连续的微型通道。这种连接方式不仅确保了隔板与换热管道的牢固结合,而且通过隔板的分隔作用,有效地构建了微型通道。由于无需连续挤压工艺,因此制成的微通道扁管具有更高的耐腐蚀性能,并且由于其一体化结构,无需分流,从而保证了更高的结构强度。总的来说,本制作方法能够生产出既耐腐蚀又结构坚固的微通道扁管。在某些实施例中,换热管道是通过将具有良好导热性能的圆形管道沿垂直于轴向的方向压缩而成。鉴于圆形管道在工业生产中的广泛应用,相比异形管道,它们更易获取且成本更低,因此使用圆形管道作为换热管道的原材料是一个简便且经济的选择。当然,在其他实施例中,也可以直接使用已经是微通道扁管形状的管道作为原材料,这样可以省去一些生产步骤,提升生产效率。为了避免超声波冲击头对换热管道或隔板造成污染,本实施例中采取了特定的预防措施。
目前汽车用冷凝器使用的微通道扁管绝大多数是挤压成型的喷Zn扁管。少数使用挤压成型的Zn-Siflux涂层扁管,极少数在使用折叠成型的扁管。微通道扁管使用的现状受到多方面因素的影响。如加工工艺复杂度、生产能力、设备能力、是否处于技术垄断、市场需求、生产成本等诸多因素。其中主要的因素是成本和市场需求。这两种因素是相辅相成的关系。随着汽车保有量的趋于饱和,各个主车厂的竞争愈来愈激烈,进而对零部件的成本压力也越来越大。从成本方面考虑,主机厂要求在比较低的成本下,满足其各种性能的要求。满足的同时性能的提升是各个主机客户的进一步要求。但是这就与零件的成本发生了矛盾。从市场需求的方面考虑,市场需求是要求空调在**短的时间给乘客提供所需要的舒适的乘车环境,进而要求冷凝器具有更大的换热量和换热效率。更高的性能要求就需要更多的成本来制作更好的产品。这就与市场的激烈竞争导致的整车成本控制相悖。哪家公司的微通道扁管有售后?

微通道铝管的气密性对于热交换器的性能至关重要。在一个热交换器中,可能包含50至150支微通道铝管,任何一支铝管的气密性缺陷,如微小的气孔或夹杂,都可能导致整个系统的失效。因此,生产这些铝管的质量控制标准非常严格,通常以每百万件中不超过15件的缺陷率(15PPM)为合格标准。微通道铝管的很小壁厚只为0.13毫米,这要求铸造的棒材料必须具有极高的纯净度和极低的含氢量(不超过0.09%),以避免任何微小缺陷导致泄漏。此外,由于微通道铝管内部充满制冷剂,而外部又暴露于腐蚀性环境中,点腐蚀现象可能导致泄漏。为了防止这种情况,需要在铝管外表面喷涂一层薄锌层以保护管壁。目前,国内尚无厂家能够提供符合标准的喷锌设备,而国际上能提供此类设备的厂家也非常少见。质量比较好的微通道扁管公司找谁?江苏个性化微通道扁管优点
微通道扁管 ,就选正和铝业,用户的信赖之选,有想法可以来我司咨询!安徽钎焊微通道扁管
同时,本发明实施例提供的微通道扁管,结构较简单,也较节省材料;而且隔板与单排扁管2的材质相同,质量更加稳定,使用寿命较长。对称折叠单块板1,存在两种折叠方向,一种为自单块板1的两侧向单块板1的中间对称折叠,另一种为自单块板1的中间向单块板1的两侧对称折叠。为了便于折叠,优先选择自单块板1的中间向其两侧对称折叠。这样折叠方向还存在多种折法。图7中,以右边的单排扁管2为例列举四种折法,第一种折法为:在单块板1的中间位置先向上折单块板1,然后水平延伸预设距离后依次折叠隔板,待隔板折叠完后,向下折单块板1并水平延伸预设距离,向上折单块板1,形成封闭的单排扁管2;第二种折法为:在单块板1的中间位置先向下折单块板1,然后水平延伸预设距离后,向上折单块板1,再依次折叠隔板,待隔板折叠完后,向上折单排板并水平延伸预设距离,向下折单块板1,形成封闭的单排扁管2;安徽钎焊微通道扁管

- 浙江钎焊微通道扁管供应商 2024-06-26
- 云南液冷微通道扁管生产 2024-06-26
- 辽宁摩擦搅拌焊微通道扁管仿真 2024-06-20
- 天津个性化微通道扁管货源充足 2024-06-20
- 天津认可微通道扁管批发 2024-06-20
- 重庆放心选微通道扁管供应商家 2024-06-19
- 江西放心微通道扁管按需定制 2024-06-19
- 河北钎焊微通道扁管规格齐全 2024-06-19