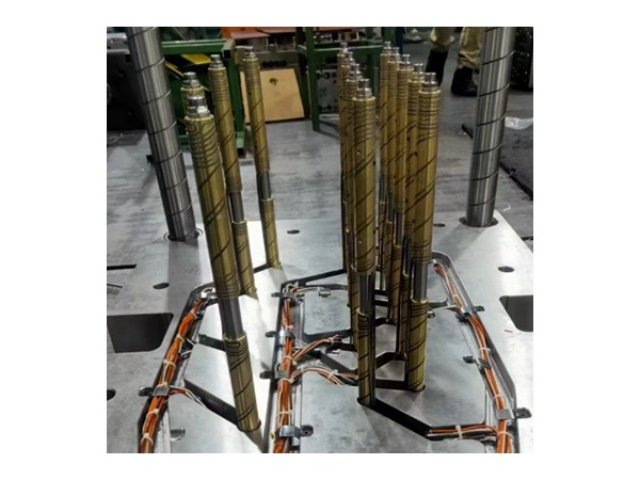
针阀式热流道**优势是浇口控制精细,阀针启闭时序可灵活调节,浇口痕迹极浅,成品外观平整光滑,无需后续打磨修整。相比开放式热流道,它能有效避免塑件拉丝、流涎、缩痕等问题,大幅提升成品美观度与完整性。系统密封性能优异,高温高压作业下无漏胶隐患,胶料填充均衡无残留,熔体停留时间可控,不会出现原料分解变质情...
针阀基本参数
- 品牌
- 上海垚塑热流道
- 型号
- 非标定制
- 成型工艺
- 转移成型模,旋转成型模,热成型模,注射模,压注模,压缩模,塑封模
- 工序组合类型
- 级进模/连续模,单工序模,复合模
- 溢料
- 半溢式压缩模,不溢式压缩模,溢式压缩模
- 浇注系统
- 绝热流道模,热流道模,无流道模,温流道模
- 型腔数目
- 多型腔,单型腔
- 质量体系
- ISO9001
- 加工定制
- 是
- 加工设备数量
- 20台
- 加工能力
- 2000套/年
- 模具寿命
- 100万次
- 模具材质
- s136
- 外形尺寸
- 1200*800
- 重量
- 1-15
- 主要加工设备
- 马扎克 数控车床 普车
- 产地
- 江苏
- 厂家
- 上海垚塑热流道
- 适用范围
- 日用品,工艺品,家电,汽车,电子,医疗,仪表,食品,手机,餐具,鞋业
- 模具分型面数目
- 一个,两个,三个,多个
针阀企业商机
相较于针阀式热流道,开放式热流道在结构复杂度与前期投入上具备***优势。开放式系统省去了复杂的阀针驱动机构(如气缸、油缸或电动伺服系统),系统内部部件更少,安装调试流程更简单。在成本方面,开放式热流道的采购成本通常*为针阀式的三分之一甚至更低,且维护费用低廉,易损件储备成本低。这使得中小注塑企业或预算有限的项目能够以较低门槛引入热流道技术,享受节能增效的红利。此外,由于结构简单,开放式热流道在换色清洁时速度更快,色料残留更少,非常适合多品种、小批量但换色频繁的生产任务,灵活性远超复杂的针阀系统。适合PC、PMMA、PA、PP、ABS等多种塑料,材料适应性强。油阀针阀负责
热流道注塑出现毛边,多由温控、配件、模具及工艺问题导致。温度过高会使塑料熔体过稀、流动性超标,易溢腔产生毛边;热喷嘴磨损、变形或贴合不严,会造成熔体溢料;模具合模不严、型腔间隙过大、锁模力不足,也会引发毛边。此外,注塑压力过大、射速过快、保压时间过长,原料流动性过强,同样会出现毛边。解决需先调整温控,降低喷嘴与分流板温度;校准注塑参数,调低压力、射速,缩短保压时长。检查模具,加固锁紧提升锁模力,修复型腔间隙。检修热流道配件,更换磨损变形的喷嘴,确保部件贴合密封。规范选用适配原料,调整生产工艺,即可有效改善毛边问题。多腔针阀生产厂家操作流程简易,无需专业技能加持,普通工作人员即可完成日常操作管控。

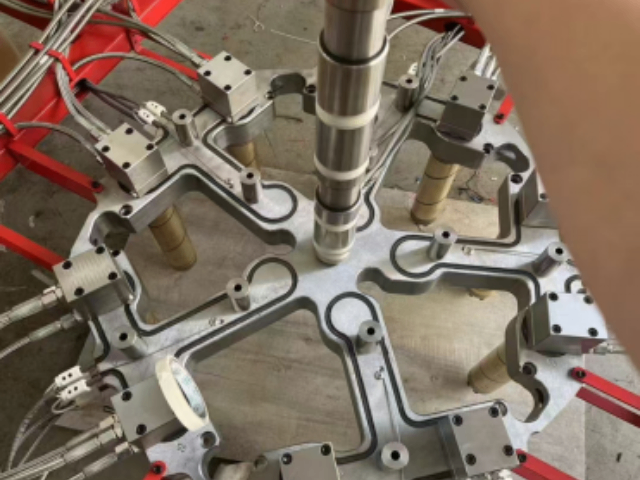
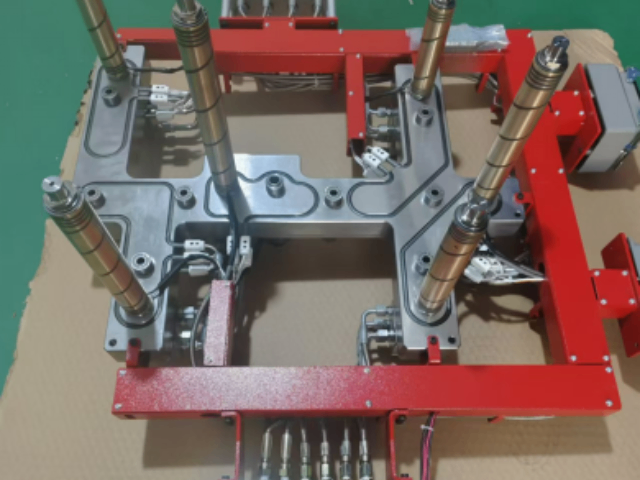
分流板作为热流道系统的**分配部件,承担着将熔体均匀输送至各个型腔的重要功能,其结构设计与加工精度直接决定多腔模具的成型平衡度。质量分流板通常采用**度耐热合金钢材制造,经过精密铣削、抛光、热处理与表面处理,流道内壁光洁度高,无死角、无滞留区,可避免塑料因长时间停留出现降解、变色或碳化。分流板内部集成均匀分布的加热元件,配合**温控区域,能够快速补偿热量损耗,保持流道内温度恒定。同时,分流板与模具之间设置合理的隔热结构,减少热量向模架传导,降低能源消耗。平衡式流道布局能够保证各型腔进料速度、压力、温度完全一致,使多腔产品重量偏差、尺寸误差控制在极小范围,是精密多腔模具实现稳定量产的**保障。
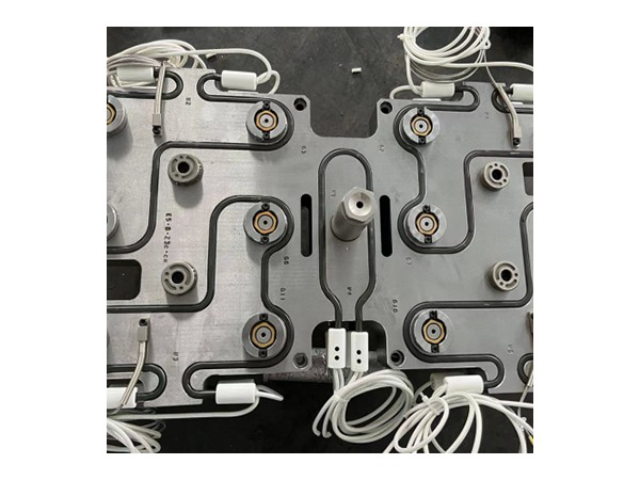
热流道系统的安装与调试是保证其稳定运行的关键环节,必须严格遵循规范流程操作。安装前需检查各部件尺寸精度、表面光洁度与加热元件完好性,确保分流板、热喷嘴、模具之间同心度、密封度达标,防止生产中出现漏胶、溢料。安装过程中合理布置加热线与感温线,避免挤压、弯折或高温烫伤,保证电路连接安全可靠。调试时采用分段逐步升温方式,先将系统加热至材料工艺温度并保温稳定,确认各区温度无漂移、无超温后再进行低压试模。试模过程中观察浇口状态、填充情况、产品外观,逐步优化温度、压力、速度、保压等参数,直至达到比较好成型效果。严谨的安装与调试可大幅降低初期故障,延长热流道系统使用寿命。热流道设计灵活,适配多种注塑工艺。
在工艺参数优化方面,开放式热流道与注塑机的配合更为紧密和灵活。由于系统无机械迟滞,注射压力、速度和保压参数的调整能迅速传导至型腔,响应速度快。操作员可以通过微调喷嘴温度和注射速度,快速改善产品的流痕、银纹或缩痕问题。在生产调试中,开放式热流道更容易找到比较好工艺窗口,对新手操作员的容错率更高。这一点对于人员流动较大的工厂尤为重要,降低了工艺控制的门槛,保证了生产稳定性。同时,开放式系统支持快速换模与快速调机,能有效响应市场上的小批量、多批次订单需求,提升企业的市场响应速度。热流道系统通过无废料、快循环、稳质量,实现注塑生产的高效与经济。油阀针阀负责
合理设置针阀开闭时序,可优化熔体流动路径,减少局部过保压与缩痕问题.油阀针阀负责
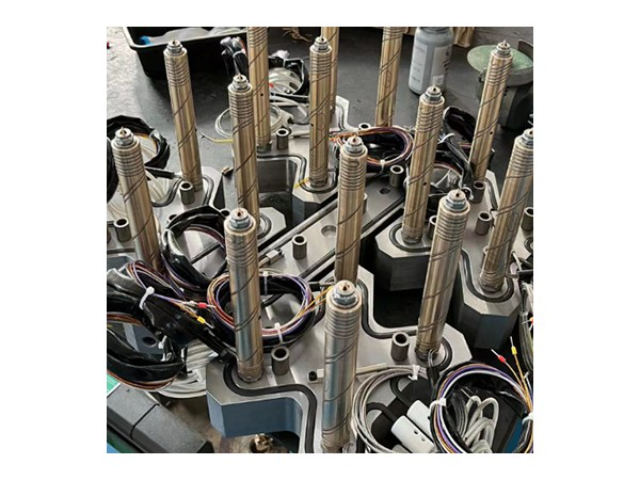
针阀式热流道的驱动机构是其正常运行的心脏部件,主要分为气动驱动、液压驱动和电动驱动三大类。气动驱动利用压缩空气推动气缸动作,响应速度快、结构简单、成本适中,是目前应用*****的类型,适合大多数常规精密注塑。液压驱动则通过高压油液推动,推力大、动作更平稳、响应更快,主要用于大型、厚壁或需要超大关闭力的复杂模具。电动驱动采用伺服电机和精密丝杆,具备控制精度极高、无油污污染、寿命长的优点,是医疗、光学、电子等对洁净度和一致性要求极高行业的优先。三种驱动方式各有千秋,在实际选型中需根据产品需求、成本预算及生产环境进行科学匹配,以实现比较好的成型效果。油阀针阀负责
与针阀相关的文章
与针阀相关的新闻
-
瓶胚针阀是什么 2026-04-19 22:14:28热流道制品出现黑点,主要是原料杂质、残料碳化、部件磨损、清洁不到位所致。流道、喷嘴、分流板内长期残留塑料熔体,高温下易碳化变黑,随熔体带出形成黑点;加热温度过高、熔体停留过久,会加速原料分解碳化。原料含杂质、受潮污染,或螺杆、加热部件磨损掉屑,也会产生黑点。解决需彻底拆解热流道,***清理残胶、积碳...
-
多头嘴针阀工厂直销 2026-04-18 23:16:20热流道使用维护有诸多禁忌,操作不当易引发故障、缩短使用寿命。**忌讳温度把控不当,升温过快、温度过高会导致原料碳化分解,产生黑点、黄变,过低则熔体凝固堵料。忌讳原料含杂质、受潮,杂质易堵塞流道,损伤配件,受潮原料会影响制品成型质量。忌讳长期不清理,流道、喷嘴残留胶料碳化积垢,引发漏胶、进料不均。忌讳...
-
汽车模针阀工厂 2026-04-18 04:14:23针阀式热流道的经济性体现在其全生命周期的成本控制上。虽然初期购置成本高于开放式系统,但其带来的综合效益是长期且***的。从长期生产来看,材料利用率的提升、人工后处理成本的降低、不良品率的下降、生产效率的提高以及设备寿命的延长,共同构成了巨大的成本优势。对于企业而言,引入针阀式热流道不仅是技术升级,更...
-
多腔针阀加工 2026-04-18 08:15:41热流道系统是现代注塑模具不可或缺的关键技术体系,通过内置加热元件与分区温控装置,维持流道、分流板及喷嘴的恒温状态,保障塑料熔体从注塑机到模具型腔的输送过程中不凝固、无损耗。其结构精密、运行稳定,能有效减少原料浪费,缩短成型周期,提升制品精度与一致性,广泛应用于电子、家电、汽车、日用品等塑胶加工行业,...
与针阀相关的问题
新闻资讯
产品推荐
-

江苏多腔热流道图片
2026-04-27 -

4点开放开放式代理商
2026-04-27 -

江西开放式上门
2026-04-27 -

江苏塑胶热流道降价
2026-04-27 -
上海模次热流道哪家便宜
2026-04-27 -
气阀针阀代理商
2026-04-27 -

上海点胶口工厂直销
2026-04-27 -
浙江PBT热流道订制
2026-04-27 -

化妆品热流道负责
2026-04-26