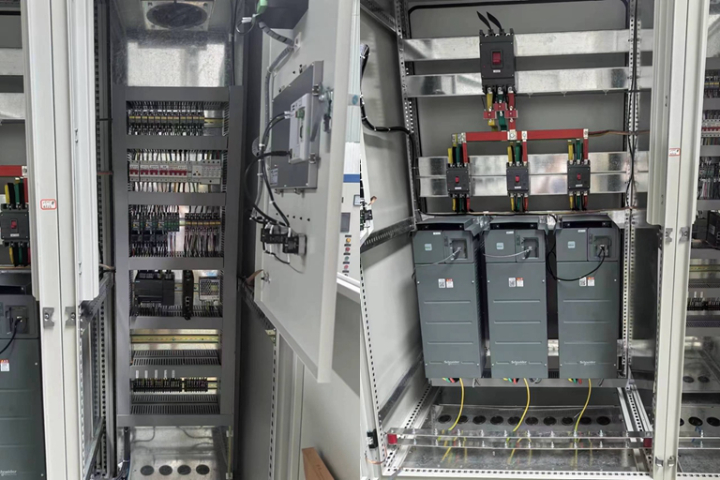
控制柜的内部是一个精密的电气世界,包含了众多各司其职的中心元器件。可编程逻辑控制器(PLC)是毋庸置疑的“大脑”,负责执行控制程序和处理所有输入/输出信号。变频器用于调节三相交流电机的转速和转矩,实现节能和工艺控制。断路器作为总电源开关和过载/短路保护的第1道防线至关重要。接触器利用电磁原理控制大功率负载(如电机)的通断。继电器则用于控制小电流电路,实现信号的隔离、放大和逻辑转换。此外,还有各类开关电源,为PLC、传感器等低压电子设备提供稳定的直流电源;接线端子排用于连接柜内元件与外部现场设备,是信号和功率传输的枢纽;而信号隔离器、浪涌保护器等则保障了系统的稳定性和抗干扰能力。精密可靠控制柜,精确控制,保障运行。海南废气控制柜销售
控制柜的人机界面是操作人员与控制柜进行交互的重要窗口,其设计的好坏直接影响到操作人员的使用体验和操作效率。一个良好的人机界面应具备简洁明了、操作方便、信息显示清晰等特点。在控制柜的操作面板上,通常会设置各种按钮、指示灯和显示屏等元素。按钮的设计应符合人体工程学原理,大小适中、手感舒适,便于操作人员快速准确地按下。指示灯应能清晰地显示设备的运行状态,如电源指示、运行指示、故障指示等,让操作人员一目了然。显示屏则可以显示设备的运行参数、故障信息等详细内容,为操作人员提供更全部的信息支持。此外,人机界面还应具备良好的交互性,操作人员可以通过触摸屏或键盘等方式对设备进行操作和设置,系统能及时响应操作人员的指令,并给出相应的反馈信息。通过优化人机界面设计,可以提高操作人员的工作效率和操作准确性,减少人为错误的发生。甘肃哪里控制柜非标定制带有防雷击设计的控制柜,抵御雷电冲击,降低设备损坏。

控制柜的电磁兼容性(EMC)设计旨在减少电磁干扰(EMI)对系统的影响,同时避免自身成为干扰源。干扰来源包括电源谐波、电机启停产生的瞬态电压及无线通信设备辐射。抑制措施可分为屏蔽、滤波与接地三类。屏蔽设计通过金属柜体(如钢板厚度≥1.5mm)形成法拉第笼,阻挡外部电磁场侵入;对于高频干扰(如变频器产生的10kHz~1MHz噪声),需在柜门缝隙处加装导电橡胶条,确保屏蔽连续性。滤波设计通过在电源输入端安装EMI滤波器,抑制传导干扰;例如,某注塑机控制柜采用共模电感与X/Y电容组合滤波器,将电源线噪声从50dBμV降至30dBμV以下。接地设计是EMC的中心,需遵循“单点接地”原则,将设备外壳、屏蔽层及信号地通过低阻抗路径连接至接地排,避免地环路干扰。例如,在PLC控制柜中,信号地与功率地需通过磁珠隔离,防止电机启停产生的地电位波动影响模拟量输入精度。此外,线缆布局需遵循“强电与弱电分离、高频与低频分离”原则,将动力电缆与信号电缆间距保持在30cm以上,或通过金属桥架分层敷设。
电气安全是控制柜设计和使用过程中必须高度重视的问题。控制柜内部存在高电压和大电流,一旦发生漏电、短路等故障,将会对操作人员的生命安全和设备造成严重威胁。因此,控制柜采取了多种电气安全防护措施。首先,在控制柜的外壳上安装了接地装置,将柜内的金属部件与大地连接起来,当发生漏电时,电流能通过接地装置迅速流入大地,避免操作人员触电。其次,控制柜内部设置了漏电保护器和短路保护器等电气保护装置。漏电保护器能实时监测电路中的漏电电流,当漏电电流超过设定值时,能迅速切断电源,防止触电事故的发生。短路保护器则能在电路发生短路时,及时切断电路,保护电气元件不被损坏。此外,控制柜的操作面板上还设置了急停按钮,当遇到紧急情况时,操作人员可以迅速按下急停按钮,立即停止设备的运行,避免事故的进一步扩大。这些电气安全防护措施共同构成了一个严密的安全防护体系,为控制柜的安全运行提供了有力保障。操作界面简洁易懂的控制柜,降低使用门槛,操作人员轻松上手。

为了提高控制柜的质量和生产效率,降低生产成本,控制柜的标准化与规范化生产至关重要。标准化生产是指按照统一的标准和规范进行控制柜的设计、制造和安装。在控制柜的设计阶段,应制定统一的设计标准和规范,明确控制柜的尺寸、结构、电气元件的选型和布局等要求。在制造过程中,采用先进的生产工艺和设备,严格按照设计标准进行加工和组装,确保控制柜的质量稳定可靠。规范化生产则强调生产过程的管理和控制,包括原材料的采购、生产计划的制定、生产过程的监控和检验等环节。通过建立完善的质量管理体系,对控制柜的生产过程进行全面管理和控制,确保每一个环节都符合规范要求。标准化与规范化生产不仅能提高控制柜的质量和生产效率,还能降低生产成本,提高企业的市场竞争力。同时,标准化与规范化的控制柜也便于用户的安装、使用和维护,提高了用户的满意度。控制柜通过精密电路调控,实现电能分配,实现各类设备稳定运行。云南消防控制柜销售
我们的控制柜在无锡祥冬电气科技有限公司的售后服务体系完善,保障客户权益。海南废气控制柜销售
控制柜的成本构成包括元件采购(60%~70%)、柜体加工(15%~20%)及装配调试(10%~15%)。供应链管理需通过集中采购、优化库存及缩短交货周期降低成本。例如,某自动化设备厂商与施耐德、西门子等供应商签订长期框架协议,锁定元件价格,降低市场波动风险;同时采用VMI(供应商管理库存)模式,由供应商根据生产计划自动补货,减少库存积压。柜体加工成本可通过自动化生产线降低,如采用激光切割机替代传统冲床,提高材料利用率;采用机器人焊接替代人工焊接,提升加工精度与效率。装配调试环节的成本优化需通过标准化作业实现,例如,制定《控制柜装配工艺规程》,明确线缆绑扎间距(如50mm±5mm)、端子紧固扭矩(如0.6N·m)等参数,减少返工率。此外,设计阶段需进行成本敏感性分析,优先选用性价比高的元件,例如,在非关键路径上用国产PLC替代进口PLC,可降低30%成本;同时通过模块化设计实现元件复用,减少定制化开模费用。海南废气控制柜销售




