电控柜的设计是一门兼顾功能性与安全性的精密科学。首先,柜体结构需满足IP防护等级要求,防止灰尘、水汽侵入导致短路,例如户外使用的电控柜需达到IP65标准。其次,内部布局遵循"强电弱电分离"原则,将高压动力回路与低压控制信号分区布置,通过金属隔板实现电磁屏蔽,避免信号干扰。在散热设计上,工程师需根据发热元件功率计算风道流量,采用强制风冷或自然散热方式,确保柜内温度稳定在40℃以下。此外,安全规范贯穿设计全程:急停按钮采用红色蘑菇头设计,门锁联动接地开关,维护时自动切断电源。这些细节体现了电控柜"以人为本"的设计理念——在保障操作人员安全的同时,通过模块化设计提升可维护性,使单次故障修复时间缩短至30分钟以内。控制柜支持定制化配置,可根据需求灵活选择电气元件,满足个性化要求。天津哪里控制柜施工

控制柜技术正朝着智能化、数字化、集成化的方向飞速演进。物联网(IIoT)技术使得现代控制柜能够通过工业以太网和云平台实现远程监控、数据采集和预测性维护,从被动维修变为主动管理。硬件上,模块化、高集成度的设计减少了柜内体积和接线复杂度;固态继电器、智能断路器等高可靠性元件得到广泛应用。软件方面,基于PC的控制、虚拟调试和数字孪生技术正在改变传统的设计与调试模式。此外,对能效的要求促使更多节能元件(如高效变频器)和能量管理功能被集成进来。未来的控制柜将不再是一个孤立的黑箱,而是成为一个开放、互联、智能的网络节点,为构建柔性化、透明化的智慧工厂提供底层支撑。河北智能控制柜检修变频电气柜可调节电机转速,降低风机、泵类设备能耗达30%。
安装前需确认地基平整,柜体垂直度偏差不超过1‰,并采用螺栓牢固固定。通电前检查接地电阻(≤4Ω),逐项测试断路器、接触器的分合闸动作。调试阶段需按流程图验证PLC程序逻辑,监测电流、电压是否在额定范围内。对于变频器驱动的设备,需参数化电机铭牌数据并进行空载试运行。关键步骤需记录数据,如温升试验结果和保护装置响应时间,形成完整的验收报告。典型故障包括过热(散热不良或负载过大)、接触器触点烧蚀(频繁启停)、PLC模块通信中断(信号干扰)等。定期维护需清洁滤网、紧固接线端子、检查绝缘老化情况。预防性措施包括安装温度传感器实时监控、使用质量灭弧罩减少火花。对于历史故障,可通过分析控制柜的报警记录(如故障代码或波形图)定位根本原因,例如谐波干扰导致的误动作需加装电抗器。
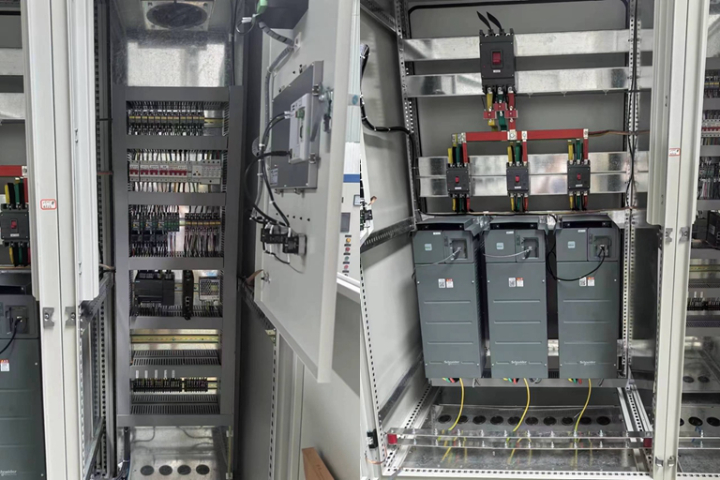
一个标准的控制柜,其内部结构堪称一个微缩的电气世界,布局严谨且层次分明。很顶层通常安装有总电源开关、主断路器等大型配电保护元件,便于紧急操作。中部空间是控制中心区,PLC、变频器、伺服驱动器等精密电子设备通过导轨整齐安装,并配有必要的散热空间。底层则多为接线端子排,成千上百根导线在此汇聚,通过清晰的标号实现柜内与现场设备的井然连接。柜门内侧常装有指示灯、按钮、急停开关、触摸屏(HMI)等人机交互元件,方便操作员监控状态和干预过程。此外,柜内还包含必不可少的辅助部件:散热风扇或空调用于维持柜内恒温,防止元件过热;线槽、扎带确保布线整洁,利于散热和维护;防尘网、密封条则保障了防护等级,抵御外部粉尘、湿气的侵袭。每一个组件的选型与布局都经过精心设计,以实现功能、可靠性与可维护性的比较好平衡。灵活配置的控制柜可根据实际工况调整内部结构。

控制柜的维护策略分为预防性维护与预测性维护两类。预防性维护基于时间或运行次数制定计划,例如每季度清理柜内灰尘、检查端子紧固度,每年更换老化元件(如电容、风扇)。预测性维护则通过传感器实时监测柜内温度、振动及绝缘电阻等参数,结合大数据分析预测故障发生概率。例如,某汽车工厂焊装线控制柜安装了温度传感器与振动传感器,当柜内温度连续3小时超过55℃或振动加速度超过0.3g时,系统自动触发预警,提示运维人员检查风扇或减震装置。故障诊断需结合电气原理图与现场现象综合分析。常见故障包括电源故障(如断路器跳闸)、控制故障(如PLC输出无信号)及通信故障(如Modbus总线中断)。诊断流程通常为:先检查电源指示灯与HMI显示状态,确认供电是否正常;再通过万用表测量关键点电压(如24V DC),定位断路或短路位置;很终利用PLC编程软件(如STEP 7)查看故障代码,结合程序逻辑分析控制逻辑错误。例如,某注塑机控制柜出现“模板不动作”故障,经检查发现热继电器动作,进一步分析为电机过载,很终通过调整加减速时间参数解决问题。无锡祥冬电气科技有限公司的控制柜在使用中,具备良好的稳定性和可靠性。河北智能控制柜检修
我们的控制柜在无锡祥冬电气科技有限公司的生产中,注重每个细节的把控。天津哪里控制柜施工
硬件装配完毕只是“躯干”的完成,编程则为其注入“灵魂”。自动化工程师使用相应的编程软件(如TIA Portal、GX Works等)为PLC编写控制逻辑,通常采用梯形图(LAD)、结构化文本(ST)等语言,实现复杂的连锁、循环、计时和计算功能。同时,为变频器、驱动器设置参数,并为HMI触摸屏设计直观的监控画面。下载程序后,便进入调试阶段:首先在厂内进行FAT(工厂验收测试),模拟现场信号,逐一测试每一个I/O点、每一项控制功能(如电机正反转、报警连锁)是否正常,排除软件逻辑错误和硬件接线故障。调试成功后,控制柜被运至现场进行SAT(现场验收测试),连接真实设备后进行很终的系统联调与优化,确保其能完美融入实际生产工艺,并 often 需对操作和维护人员进行培训。天津哪里控制柜施工

