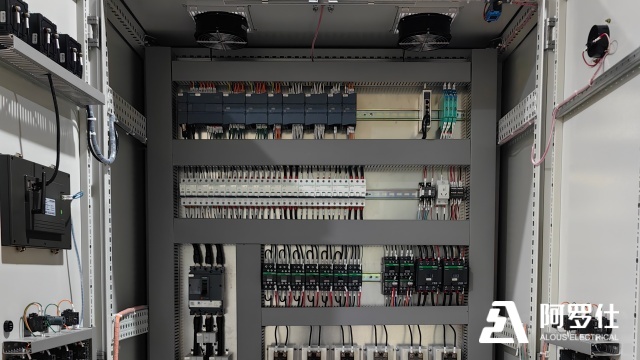
plc柜内需标注清晰的元件标识和接线图,方便后期维护排查,元件标识和接线图是plc柜维护的 “说明书”,若标识模糊、接线图缺失,维护时需逐一对元件和线缆进行核对,不只耗时,还可能因误判导致维护失误。元件标识需标注在每个元件的正上方或正下方,内容包括元件名称(如 “断路器 QF1”“接触器 KM1”“继电器 KT1”)、型号规格(如 “QF1:DZ47-63 C32”)、额定参数(如 “KM1:AC-3 220V 10A”),标识需采用防水、耐磨损的标签,避免长期使用后模糊不清。接线图需张贴在柜门内侧或柜体内部显眼位置,采用标准电气制图格式,清晰标注线缆的走向、连接的元件端子、回路编号、线缆规格,接线图需与实际布线一致,若后期对线缆或元件进行修改,需及时更新接线图。此外,部分plc柜还会配备电子版接线图,存储在 U 盘或通过二维码链接,方便运维人员通过手机、电脑查看,进一步提升维护便捷性,尤其在大型plc柜、自动化控制plc柜中,清晰的元件标识和接线图尤为重要。适配新能源场景的阿罗仕plc柜,满足高电压、大电流需求,推动产业升级。常州生产plc柜盘柜厂

具备网关功能的plc柜可实现多设备数据交互,将运行参数实时传输至中控系统,提升管理效率,网关功能通过集成工业网关模块实现,工业网关作为数据转换和传输的关键,能连接plc柜内的 PLC、智能电表、传感器等设备,采集设备的运行参数(如电流、电压、功率、元件状态),并将不同协议的数据(如 Modbus、Profinet、EtherNet/IP)转换为统一协议(如 MQTT、OPC UA),再通过以太网或 4G/5G 网络传输至中控系统(如 SCADA 系统、MES 系统)。管理人员可通过中控系统实时监控多个plc柜的运行状态,查看参数曲线、历史数据,无需到现场逐一检查;若plc柜出现故障(如过载、短路),网关会立即将故障信息传输至中控系统,并触发报警(如声光报警、短信报警),管理人员可快速定位故障位置,安排运维人员处理。具备网关功能的plc柜实现了 “分散控制、集中管理”,大幅减少人工巡检工作量,提升管理效率,广泛应用于大型工厂、智慧园区、数据中心等需要集中管理的场景。无锡自动化plc柜有哪些阿罗仕plc柜均通过严格质量检测,性能稳定。如有需求,我们将竭诚为您服务。
plc柜接地系统需单独敷设,接地电阻≤4Ω,避免漏电引发元件损坏或安全事故。单独敷设指plc柜接地系统不得与防雷接地、建筑接地等共用接地极,需单独设置接地体(如镀锌角钢 50×50×5,埋深≥0.6m),通过专门使用接地干线(铜排或 16mm² 以上多股铜缆)与柜体、元件接地端子连接,防止其他接地系统的杂散电流窜入plc柜,干扰元件运行或导致漏电。接地电阻≤4Ω 是保障漏电安全的关键指标:当柜体或元件漏电时,低接地电阻可确保足够大的漏电电流流过接地回路,触发漏电保护器在 0.1 秒内动作断电,同时降低柜体对地电压(接触电压≤50V),避免人员触电。安装后需用接地电阻测试仪(如 ZC-8 型)测量电阻值,若土壤电阻率高难以达标,可采用增加接地极数量、添加降阻剂等措施;运行中每半年复测一次,防止接地体腐蚀、连接松动导致电阻增大。
风机和水泵是低压PLC柜的典型应用场景,选型时需结合具体的控制需求。以45kW变频水泵为例,应选择配备模拟量输入模块的PLC,以便采集压力传感器信号,通过PID算法调节变频器频率,实现恒压供水;而对于60kW风机,则需配置数字量输入模块,连接风阀限位开关和故障传感器,以实现启停联锁控制。某污水处理厂采购了10台水泵PLC柜,采用我们的定制方案后,供水压力波动从±0.1MPa降至±0.02MPa,年节电量达到2.8万度。只需提供工况参数,我们即可为您出具专属的应用方案阿罗仕作为靠谱的plc柜供应商,全程提供技术支持,高效解决使用中的各类问题。

企业采购低压PLC柜,精确选型是生产稳定的基础。首要关注CPU性能,根据控制点数选对应型号,如100点以内选西门子S7-1200系列,运算速度≥0.1μs/位;其次是I/O点数预留,需比实际需求多20%,避免后期扩容麻烦;第三是存储容量,复杂程序选≥1MB用户内存;第四是通信协议,确保支持Modbus TCP、Profinet等常用协议;第五是柜体防护,车间粉尘选IP54。作为低压PLC柜厂家,我们可以根据电机参数、控制逻辑出具方案,避免因参数mismatch导致的设备闲置。阿罗仕plc柜具备过载保护功能,有效避免设备损坏,减少您的经济损失。无锡风机plc柜厂家
阿罗仕plc柜筑牢安全屏障,拥有 ISO9001、CQC、EAC 认证及软著,按行业要求定制。常州生产plc柜盘柜厂
汽车生产线的plc柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过plc柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:plc柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,plc柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向plc柜发送 “焊接完成” 信号,plc柜再控制输送线将工件送至下一工序。此外,plc柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,plc柜会立即向机器人发送停机指令,确保人员和设备安全。常州生产plc柜盘柜厂