很多客户很多时候不知道如何选择激光切割机,也不消掉如何评判激光切割机切割质量的标准,下面,我给大家列出了事项,大家可以作为参考。粗糙度。激光切割断面会形成垂直的纹路,纹路的深度决定了切割表面的粗糙度,越浅的纹路,切割断面就越光滑。粗糙度不仅影响边缘的外观,还影响摩擦特性,大多数情况下,需要尽量降低粗糙度,所以纹路越浅,切割质量就越高。垂直度。如何钣金的厚度超过10mm,切割边缘的垂直度非常的重要。远离焦点时,激光束变得发散,根据焦点的位置,切割朝着顶部或者底部变宽。切割边缘偏离垂直线百分之几毫米,边缘越垂直,切割质量越高。切割宽度。切口宽度一般来说不影响切割质量,仅仅在部件内部形成特别精密的轮廓时,切割宽度才有重要影响,这是因为切割宽度决定了轮廓的最小内经,当板材厚度增加时,切割宽度也随之增加。所以想要保证同等高精度,不管切口宽度多大,工件在激光切割机的加工区域应该是恒定的。纹路。高速切割厚板时,熔融金属不会出现于垂直激光束下方的切口里,反而会在激光束偏后处喷出来。结果,弯曲的纹路在切割边缘形成了,纹路紧紧跟随移动的激光束,为了修正这个问题,在切割加工结尾时降低进给速率。淄博胜欧数控科技有限公司与广大客户携手共创碧水蓝天。淄博数控等离子切割机批发

等离子切割机引弧方式主要有高频引弧和高压引弧两种方式,一般国产等离子切割机采用的基本上都是高频引弧,等离子数控切割机在功率手动切割时采用的基本上都是接触式切割(小功率指输出电流100A以下的等离子),即割炬割咀紧靠在工件上引弧切割,型号在100A以上(即输出电 流100A以上,包括100A)的等离子切割机则采用非接触式切割,即割咀离开工件5~8mm切割,而接触式切割在引弧时对外界产生的高频干扰较非接触式 切割小。逆变式等离子由于受技术即配件材料的限制,基本上都是以100A以下(包括100A)的等离子为主,当然也有些厂家生产逆变的120A、160A等离子,但事实上在实际使用过程中来看,这些产品还是很不成熟的,存在很多问题,所以一般以100A以下的逆变式切割机为主,主要有40A、60A(63A)等,还有少量的20A、80A,这些小功率的等离子除特殊定制的少量机型外基本上都是接触式引弧切割,而100A及以上的逆变式等离子则采用的都是非接触式切 割(内行不要找茬,这里说的都是切割,低档切割用的也是接触式切割,但输出电流都在100A以下的),对于外界的高频干扰较大,因此并不是有些逆变等 离子没有高频引弧,只是对外干扰稍小而已。 邢台便携式切割机数控批发淄博胜欧数控科技有限公司以质量求生存,以信誉求发展!

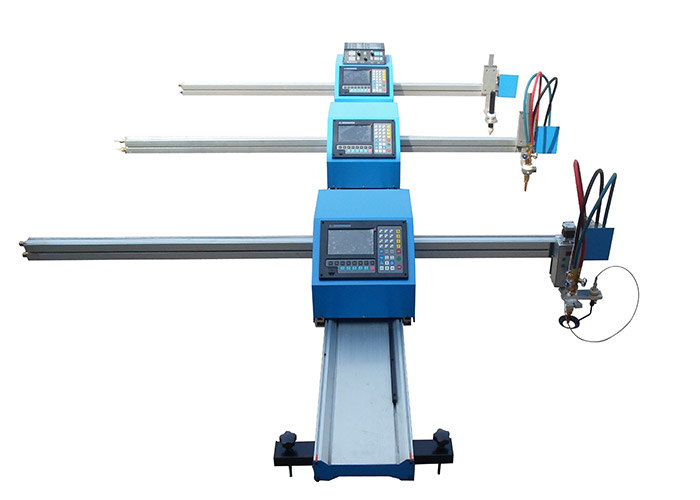
产品名称:小蜜蜂数控切割机、便携式数控切割机、小型数控切割机 规格型号:CNC-1530、CNC-1540、CNC-1560 输入电压:220V、220V、220V 电源频率:50HZ、50HZ、50HZ 额定功率:180W、200W、200W 液晶屏规格:7 寸、7 寸、7 寸 有效切割范围(mm):X轴1500/Y轴3000、X轴1500/Y轴4000、X轴1500/Y轴6000 切割厚度:火焰 6-150mm,等离子 由切割电源决定 燃气气源压力:Max0.1Mpa 氧气气源压力:Max1.5Mpa 适用燃气种类:乙炔、丙烷 切割方式:火焰、等离子
双方配合条款 1、由我方派出技术人员至用户现场负责安装、调试,并会同用户代表一起进行现场验收,对相关人员进行培训 2、用户需承担的工作。 用户负责提供安装场地,配合接收货物,负责将符合要求的气源、电源、铺设至现场。 在安装调试过程中,用户将给予积极的配合,提供必要的设备和人员的支持 。 3、质量保证及售后服务承诺 。(国内) 质保期为从合同设备到需方工厂安装调试及验收合格之日起计算的12个月。 在质保期内,如产品质量出现问题,均由供方负责解决,所有费用均由供方承担。(除需方人为使用不当或不可抗力因素造成的质量问题外) 在接到需方报修通知后,供方应在2小时内给予电话或传真答复。如需现场处理的故障,供方人员在48小时内派出工作人员到需方设备现场。 本设备提供终身维护服务,供方在保修期外向需方优先、优惠供应零配件及服务。 4、调试培训人员承诺。 我司人员在外出期间不以任何名义收取或借取费用及索要财物。 主要产品有圆管相贯线切割机、数控钢管切割机、数控相贯线切割机、钢管相贯线切割机、数控管道相贯线切割机、管桁架相贯线切割机。不断开发新的产品,并建立了完善的服务体系。

随着数控火焰等离子切割机的普及,数控火焰等离子切割机的企业越来越多,导致数控火焰等离子切割机厂家变得鱼龙混杂,消费者们想要选对一家有实力的数控火焰切割机企业是非常难得,专业的数控设备生产厂家谈如何购买数控火焰等离子切割机:不得不说数控切割机品牌是影响价格一个很重要的因素:国内很多数控切割机厂家由于起步的早晚,老牌企业已经占领了很多市场。客户多,积攒的口碑,质量都比较可靠,所以一些老牌的企业的数控切割机价格都会稍微贵一些。加上有自主创新和品牌的价值,成本都会高一些。影响数控切割机价格的第二大因素配置问题:配置方面一般在等离子电源、电机、数控系统、减速机等主要部件。因为进口的电机,比如说松下的伺服就要比国内的好很多,当然价格也贵很多。等离子电源进口的要比国内的高上好几倍,所以在配置的选择方面和自身需求方面要明确,适合自己的比较好。当然也有要求比较高的厂家,他们在选择数控系统方面采用,数控切割机价格就是这么差出来的。一个影响数控切割机的因素就是数控切割机结构:想要购买切割机的朋友相信都会进行对比,在对比的过程中其实就可以看出来。淄博胜欧数控科技有限公司团队从用户需求出发。沧州数控等离子切割机价格
创造价值是我们永远的追求!淄博数控等离子切割机批发
数控等离子切割机具有多功能、高速、高精度、低劳动强度和高度自动化等特点,适合于加工多品种、小批量、形状复杂、调换频繁的零件,普遍运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等许多行业。接下来就为大家介绍数控等离子切割机使用技巧、保养方法及选用条件。数控等离子切割机使用技巧,切割应从边缘开始尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动等离子弧。减少不必要的“起弧(或导弧)”时间起弧时喷嘴和电极的消耗都非常快,在开始前,应将割炬放在切割金属行走距离内。喷嘴不要过载使用让喷嘴过载(即超过喷嘴的工作电流),将使喷嘴很快损坏。电流强度应为喷嘴的工作电流的95%为宜。例如:100A的喷嘴的电流强度应设定为95A。采用合理的切距按照使用说明书的要求,采用合理的切距,切距即切割喷嘴与工件表面的距离,当穿孔时,尽量采用正常切距的2倍距离或采用等离子弧所能传递的比较大高度。穿孔厚度应在机器系统的允许范围内切割机不能在超过工作厚度的钢板上穿孔,通常的穿孔厚度为正常切割厚度的1/2。淄博数控等离子切割机批发
淄博胜欧数控科技有限公司位于山东省淄博市,创立于2015-11-25 00:00:00。胜欧数控致力于为客户提供优质的[ "数控切割机", "焊接专机", "变位机", "十字焊接机" ],一切以用户需求为中心,深受广大客户的欢迎。公司秉持诚信为本的经营理念,在电工电气深耕多年,以技术为先导,以自主产品为核心,发挥人才优势,打造电工电气优质品牌。公司凭借深厚技术支持,年营业额度达到10-30万元,并与多家行业知名公司建立了紧密的合作关系。