焊接冶金过程:在电弧焊过程中,液态金属、熔渣和气体三者相互作用,是金属再冶炼的过程。但由于焊接条件的特殊性,焊接化学冶金过程又有着与一般冶炼过程不同的特点。首先,焊接冶金温度高,相界大,反应速度快,当电弧中有空气侵入时,液态金属会发生强烈的氧化、氮化反应,还有大量金属蒸发,而空气中的水分以及工件和焊接材料中的油、锈、水在电弧高温下分解出的氢原子可溶入液态金属中,导致接头塑性和韧度降低(氢脆),以至产生裂纹。其次,焊接熔池小,冷却快,使各种冶金反应难以达到平衡状态,焊缝中化学成分不均匀,且熔池中气体、氧化物等来不及浮出,容易形成气孔、夹渣等缺点,甚至产生裂纹。
淄博胜欧数控科技有限公司公司可靠的质量保证体系和经营管理体系,使产品质量日趋稳定。贵州焊接小车招代理

自动焊接小车的特点:1)可以实现垂直焊接、横向焊接、环缝焊接和水平焊接等多种位置焊接。2)具有直线摆动功能。摆动模式、摆动幅度、摆动速度、摆动中心位置和左右停留时间等各种摆动参数都可以调节。3)用数码显示小车运行速度。4)摆动焊接时为了防止咬边和焊不足现象的出现,设置了左右摆动停止时间调节功能。5)焊接停止时焊qiang自动回复到焊道中心位置。6)具有自动收弧功能。7)具有电流电压调节功能和点动送丝功能。具有快速回程功能。8)标准配置提供1.5m长的轨道。轨道小型化轻型化挪动方便,还可以对接延长使用。适用环境:一般用于规则的垂直对接焊、水平对接焊缝,通过调整焊qiang位置和角度,也可以进行角焊、横焊。
贵州管道焊接小车价格淄博胜欧数控科技有限公司受行业客户的好评,值得信赖。
HK-5W标准型焊接小车1.该机具有摆动功能,有不同的焊道方式可以选择以获得比较好的焊接效果2.摆动速度,摆动角度,中心偏离位置和左右停止时间均可以方便的调整,数码显示各调整的数据3.磁控制手柄,便于对中和清理铁质垃圾。4.可卸式控制装置可以作为遥控使用。5.可以进行垂直角焊接和水平焊接,适用于加强件等的交叉部位焊接6.应用于船舶,桥梁机车石油化工,钢结构工程等摆动模式可以选择HK-6A标准型焊接小车1.一体化机身,坚固耐用,轻巧便捷。2.低重心设计,小车具有16KG的拖力,能够稳定的爬行。3.设有磁控手柄移动手柄时可以减少部分的磁力,容易安装。4.可以左右两方向焊接,小车两方向装有感应开关焊接结束时小车自动停止。5.具有收弧功能,提高收弧处的焊接质量。
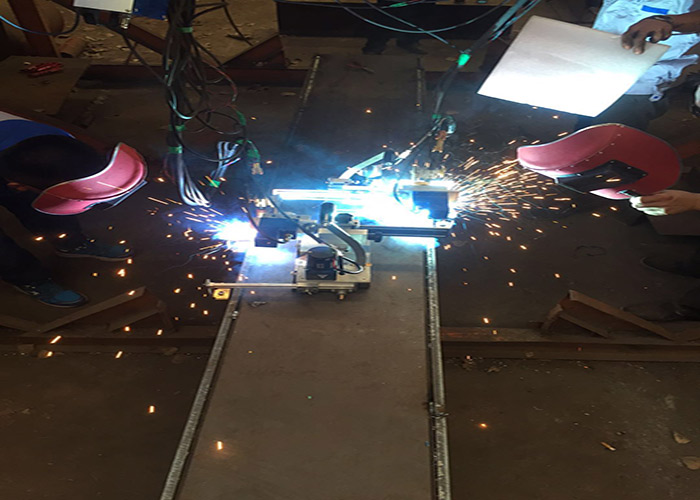
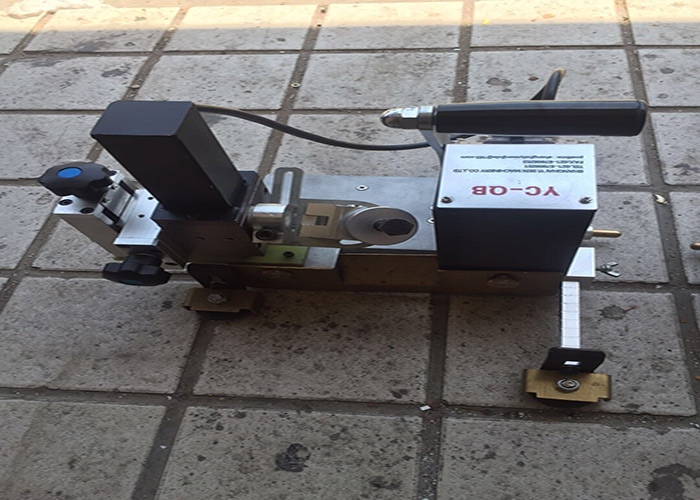
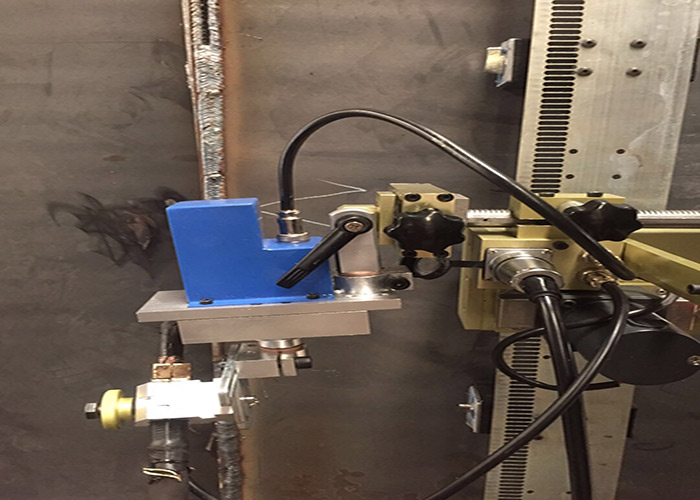
图1**立角焊小车(2)国内焊接小车情况国产焊接小车以硬质轨道为主(见图3),虽然可以达到多种位置复合焊接,但是总体来说,小车比较笨重,同时无法焊接带有曲度的钢板焊缝,很难涵盖到全位置焊接。另外硬质轨道与轨道衔接处也很难做到平滑过渡,导致小车经过接头处容易碰撞停滞。(3)全位置焊接小车简介本次研究采用的HCD500—6型全位置焊接小车(见图4),是可以广泛应用于平面对接焊缝、角焊缝、平面立对接焊缝、角焊缝以及仰焊的多功能焊接设备,其特点可归纳为:①采用蓄电池或者电源适配器供电。②焊夹头可沿着焊接方向偏转一定角度,满足各种位置焊接要求。③摆动器传动无间隙,保证了焊的精确摆动。④小车带有磁吸附离合手柄,安装调试方便。⑤可以配置软轨道、硬轨道,以满足不同位置焊接需求。3.应用难点与对策在此次应用全位置焊接小车之前,我们曾先后试用了国内外的全位置焊接小车,掌握了焊接小车应用过程中容易出现的问题,为此次应用、研究全位置焊接小车奠定了基础。在应用全位置焊接小车的过程中,我们发现小车存在如下问题:全位置焊接小车电源采用220V电压,存在安全;常用电动机寿命短易出现故障;现有焊接工艺无法满足自动焊要求。对于上述问题。淄博胜欧数控科技有限公司我们完善的售后服务,让客户买的放心,用的安心。

制定的对策:必须采用全位置切割机切割坡口,避免手工切割。自动割刀切割后,坡口面光滑无锯齿形坡口,焊接坡口的角度一致,直线度良好。4.焊接工艺试验及结果通过大量的试验研究及改进,**终我们选用HCD500—6型全位置焊接小车进行了焊接工艺验证,焊接材料选用Supercored71,坡口形式如图6所示。按照表1所示焊接参数,选用厚度为24mm的D36板作为试板,进行工艺评定试验。通过操作全位置焊接小车焊接的焊缝,焊缝质量需要得到船级社的验证并形成焊接工艺规程(WPS)。从表2、表3的试验结果可知,对焊缝各个位置进行低温冲击测试,三次测试后取其平均值,从试验结果看完全满足要求值。硬度测试结果如表4所示。硬度测试点如图7所示。5.现场应用和经济效益在船舶建造过程中,采用全位置焊接小车完成分段上立角焊、立对接焊,外板横对接缝等重要位置的焊接,焊后成形美观,对接焊缝UT探伤合格率高于90%。现场应用的各种焊接位置的焊缝成形情况如图8~图10所示。立焊和CO2半自动焊效果对比如表5所示。从表5可见,全位置焊接小车可以提高焊接生产效率,在相同的时间内,焊接效率提高约25%,改变了原来装配等电焊的格局,同时也降低了工人的劳动强度。通过现场应用和经济效果对比。淄博胜欧数控科技有限公司以顾客为本,诚信服务为经营理念。青海管道焊接小车招代理
淄博胜欧数控科技有限公司有着质量的服务质量和极高的信用等级。贵州焊接小车招代理
焊接技术电弧组成:阴极区、阳极区、弧柱区三部分,弧焊电源:焊接电弧所使用的电源称为弧焊电源,通常可分为四大类:交流弧焊电源、直流弧焊电源、脉冲弧焊电源和逆变弧焊电源。直流正接:采用直流焊机当工件接阳极,焊条接阴极时,称为直流正接,此时工件受热较大,适合焊接厚大工件;直流反接:当工件接阴极,焊条接阳极时,称为直流反接,此时工件受热较小,适合焊接薄小工件。采用交流焊机焊接时,因两极极性不断交替变化,故不存在正接或反接问题。
贵州焊接小车招代理
淄博胜欧数控科技有限公司坐落山东省淄博市桓台县果里镇东边村,交通便利,环境优美,是一家生产型企业。胜欧数控是一家有限责任公司企业,一直贯彻“以人为本,服务于社会”的经营理念;“质量高速,诚守信誉,持续发展”的质量方针。公司目前拥有***员工11~50人人,具有[ "数控切割机", "焊接专机", "变位机", "十字焊接机" ]等多项业务。胜欧数控自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。