我们一一采取对策,解决问题。(1)改进全位置焊接小车电源国外焊接小车直接采用110~220V电压供电,在供电过程中,由于电压过高,必须设置警戒线,即便如此,也无法确保焊接过程施工人员的生命安全。考虑到在220V的基础上增加变压器,使电压降到安全电压24V后,施工人员在拎小车的过程中还需拖拉电源线,极为不便,因此采用锂电池作为供电装置,简化了电源配置及电源接线等众多繁杂工作,使焊接小车能更好的服务于不同作业场合(见图5)。(2)改进全位置焊接小车摆动器全位置焊接小车的摆动装置电动机采用无刷电动机,其使用寿命为常规有刷电动机的5~10倍,同时摆动无刷电动机输出的转子位置反馈信号可直接作为焊接摆动装置的摆动角度控制信号,不仅简化了外设位置传感器,更有效杜绝了因多余外设引入的故障率及寿命问题。(3)改进现场工艺,半自动焊工艺无法完全满足自动焊需求。存在的问题包括:半自动焊过程中采用焊条电弧焊定位、焊接过程*需焊缝两侧50mm内的缺点;对接焊缝“II”型马板定位在焊接面,导致自动焊机使用不便,并且在使用过程中容易因马脚而停滞不前,导致焊缝表面成形不良;在定位焊方面,焊条电弧焊定位过程发现,定位焊无法与CO2焊融合。以客户至上为理念,为客户提供咨询服务。衡水焊接小跑车批发

12)右停止时间调整旋钮:范围是0~2S,顺时针增大。(13)中心移动调整旋钮:顺时针旋转时中心会向右移,逆时针旋转时中心会向左移动,移动的比较大范围为±5mm。用刻度值表示,比较大刻度值为5。(14)摆动模式选择旋钮:用此旋钮选择摆动模式,小车的摆动模式有五种,除第一种为非摆动模式外,其余如下:6.主要技术参数7.安装方法(1)安装条件a.进行焊接必要的工具是焊接电源和送丝机装置;b.行走及控制用焊接电源(AC220V);c.焊接用CO2气罐;;e.其它必要作业的基本工具;(2)系统连接方式a.安装轨道,轨道的安装必须保证小车的焊接方向与焊缝平行b.安装小车,用安装手柄把小车的轨道轮卡在轨道上c.送丝盘上安装焊丝并拉到焊端部d.焊端口连接在送丝机上e.小车行走电源连接线一边接在小车3P插座上,另一边接AC220电源。f.**控制电缆有三个接头,一根接焊接小车之外,一根接焊机,另一根接送丝机。8.运行方式--选择焊接电源里的焊丝直径开关。--选择焊接电源里的焊丝种类,实芯焊丝或药芯焊丝。--打开电源配电盘开关----ON。--打开焊接电源开关----ON(焊机的自保回路开关关闭----OFF)。--打开CO2贮气瓶阀门,检查压力是否在1kg/cm2以上。菏泽焊接小跑车多少钱淄博胜欧数控科技有限公司公司狠抓产品质量的提高,逐年立项对制造、检测、试验装置进行技术改造。
自动焊接小车的运行:(1)选择焊丝直径开关。(2)选择焊丝种类,实芯焊丝或药芯焊丝。(3)打开电源配电盘开关----ON(4)打开焊接电源开关----ON(焊机的自保回路开关关闭----OFF)(5)打开CO2贮气瓶阀门,将压力调至2—3kg/cm2,在气体开关“检查”档调整流量。(6)用手动送丝将焊丝送至焊qiang前端,并安装与焊丝直径相对应的导电嘴。(7)确认焊丝的伸出长度。(8)小车放到焊接开始点,调整左右导向杆的伸出长度,对平角焊来说,焊接方向上,前侧的导向杆伸出长度比后侧的导向杆伸出长度略短。
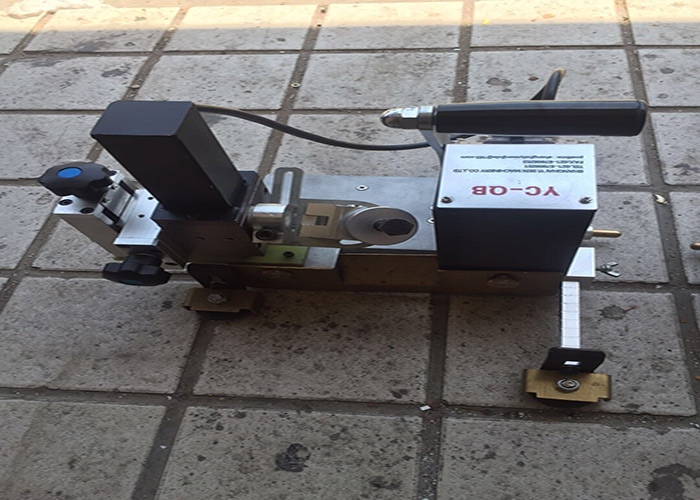
1)国外自动焊接小车情况进口的自动焊接小车针对性较强,小车轻便、操作灵活,但无法实现全位置焊接。国外自动焊接小车主要按照焊接位置来进行分类,分为两种,即**立角焊小车和轨道式立焊小车。**立角焊小车如图1所示,焊夹头自动感应装置,可通过焊起弧、收弧控制小车行走;摆动器传动无间隙,可保证焊摆动的精确性;小车有磁性吸附离合手柄,安装调试方便,高性能强磁性增加了垂直焊接的可靠性。轨道式立焊小车如图2所示,采用软轨道导向,实现了曲面中的角焊、对接焊。由于软轨道的柔性,所以按照成形钢板商标名可以轻松安装骨雕,轨道采用了开关磁铁,便于拆卸安装。轨道式立焊小车配有高精度的减速齿轮,使得焊接小车行走稳定,因此大幅度提高了焊接质量,延长了设备的使用寿命。(2)国内焊接小车情况国产焊接小车以硬质轨道为主(见图3),虽然可以达到多种位置复合焊接,但是总体来说,小车比较笨重,同时无法焊接带有曲度的钢板焊缝,很难涵盖到全位置焊接。另外硬质轨道与轨道衔接处也很难做到平滑过渡,导致小车经过接头处容易碰撞停滞。(3)全位置焊接小车简介本次研究采用的HCD500—6型全位置焊接小车(见图4)。淄博胜欧数控科技有限公司用先进的生产工艺和规范的质量管理,打造优良的产品!

焊接小车是实现自动焊接过程的驱动机构,它安装在焊接轨道上,带着焊qiang沿管壁作圆周运动,是实现管口自动焊接的重要环节之一。焊接小车应具有外形美观、体积小、重量轻、操作方便等特点。它的重要部分是行走机构、送丝机构和焊qiang摆动调节机构。行走机构由电机和齿轮传动机构组成,为使行走电机执行计算机控制单元发出的位置和速度指令,电机应带有测速反馈机构,以保证电机在管道环缝的各个位置准确对位,而且具有较好的速度定位功能。送丝机构必须确保送丝速度准确稳定,具有较小的转动惯量,动态性能较好,同时应具有足够的驱动转矩。而焊qiang摆动调节机构应具有焊qiang相对焊缝左右摆动、左右端停留、上下左右姿态可控、焊qiang角度可以调节的功能。焊接小车的上述各个部分,均由计算机实现可编程的自动控制,程序启动后,焊接小车各个部分按照程序的逻辑顺序协调动作。在需要时也可由人工干预焊接过程,而此时程序可根据干预量自动调整焊接参数并执行。 淄博胜欧数控科技有限公司以质量求生存,以信誉求发展!衡水焊接小车批发
淄博胜欧数控科技有限公司为客户服务,要做到更好。衡水焊接小跑车批发
埋弧焊焊接是以颗粒状焊剂为保护介质,电弧掩藏在焊剂层下的一种熔化极电焊接方法。埋弧焊的施焊过程由三个环节组成:1在焊件待焊接缝处均匀堆敷足够的颗粒状焊剂;2导电嘴和焊件分别接通焊接电源两级以产生焊接电弧;3自动送进焊丝并移动电弧实施焊接。埋弧焊的主要特点如下:1、电弧性能独特(1)焊缝质量高熔渣隔绝空气保护效果好,电弧区主要成分为CO2,焊缝金属中含氮量、含氧量**降低,焊接参数自动调节,电弧行走机械化,熔池存在时间长,冶金反应充分,抗风能力强,所以焊缝成分稳定,力学性能好;(2)劳动条件好熔渣隔离弧光有利于焊接操作;机械化行走,劳动强度较低。2、弧柱电场强度较高比之熔化极气体保护焊有如下特点:(1)设备调节性能好,由于电场强度较高,自动调节系统的灵敏度较高,使焊接过程的稳定性提高;(2)焊接电流下限较高。3、生产效率高由于焊丝导电长度缩短,电流和电流密度明显提高,使电弧的熔透能力和焊丝的熔敷速率**提高;又由于焊剂和熔渣的隔热作用,总的热效率**增加,使焊接速度极大提高。 衡水焊接小跑车批发
淄博胜欧数控科技有限公司成立于2015-11-25,注册资本:10万元以下。该公司生产型的公司。是一家有限责任公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,优良的质量、合理的价格、完善的服务,在业界受到***好评。公司目前拥有***员工11~50人人,具有[ "数控切割机", "焊接专机", "变位机", "十字焊接机" ]等多项业务。胜欧数控将以真诚的服务、创新的理念、***的产品,为彼此赢得全新的未来!