数字孪生智慧工厂的崛起,标志着工业制造进入了一个全新的时代。与传统的工厂相比,数字孪生工厂在自动化、智能化、预测与决策、资源利用以及员工体验等方面都展现出了巨大的优势。首先,数字孪生智慧工厂实现了高度的自动化和智能化。传统的工厂通常依赖于人工操作和固定的生产线,而数字孪生工厂则借助传感器、物联网技术和大数据分析,能够实时监测生产过程,自动调整生产参数,从而较大限度地提高生产效率和品质一致性。综上所述,数字孪生智慧工厂相对于传统工厂,具有更高的自动化程度、精确的预测和决策支持、资源利用效率提高和员工工作体验改善等明显优势。它表示了工业制造的未来,有助于企业提高竞争力,推动工业生产向着更加智能、高效和可持续的方向发展。数字工厂通过仿真技术模拟生产过程,提前发现潜在问题,优化生产方案。肇庆物流智能工厂

特征体现在制造生产上:系统具有自主能力:可采集与理解外界及自身的资讯,并以之分析判断及规划自身行为整体可视技术的实践:结合讯号处理、推理预测、仿真及多媒体技术,将实境扩增展示现实生活中的设计与制造过程。协调、重组及扩充特性:系统中各组承担为可依据工作任务,自行组成较佳系统结构。自我学习及维护能力:透过系统自我学习功能,在制造过程中落实资料库补充、更新,及自动执行故障诊断,并具备对故障排除与维护,或通知对的系统执行的能力。肇庆物流智能工厂WCS连接WMS与底层设备,实现信息流与物流的同步控制与协调。

工业通信无线化:工业通信无线化也是当前智慧工厂探讨比较热烈的问题。根据专业人士分析,到2013年,全球工厂自动化中的无线通讯系统应用,将每年增加约40%。随着无线技术日益普及,各家供应商正在提供一系列软硬体技术,协助在产品中增加通信功能。这些技术支援的通信标准包括蓝牙、Wi-Fi、GPS、LTE以及WiMax。然而,在增加无线连网功能时,晶片及相关软体的选择极具挑战性,包括优化性能、功耗、成本和规模,都必须加以考虑,更重要的是,由于工厂需求不像消费市场一样的标准化,必须适应生产需求,有更多弹性的选择,较热门的技术未必是较好的通信标准和客户需要的技术。
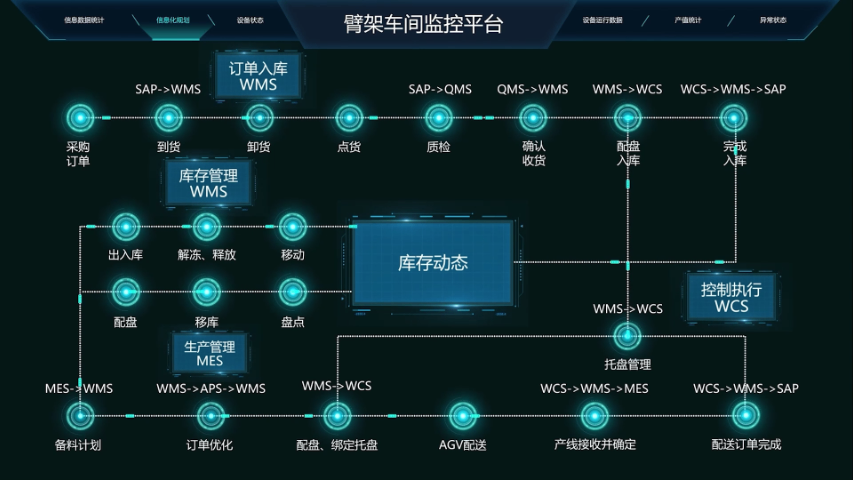
WMS-WarehouseManagementSystem仓库管理系统。包括入库业务、出库业务、仓库调拨等功能,从ERP系统接受出入库物料清单,并从MES系统中接受出入库指令,协同AGV完成物料配送自动化,实现立体仓库和/或平面库的统一的仓储信息管理。DCS现场控制系统。在执行层,各种工业机器人、移动机器人和智能设备将代替人工进行生产,明显提高生产精确度和产品质量稳定性。在执行层是基础终端的自动化和数字化,譬如机器人,AGV,自动生产线等终端设备。在实现自动化功能的同时,还有信息和数据流,包括执行指令,数据反馈等。支持这些指令和反馈数据的主要技术是PLC,其上是SCADA+DCS,然后汇总到MES/MOM。数字工厂的智能研发平台,加速新产品设计,创新速度加快。

在国内,对于数字工厂接受度较高的定义是:数字工厂是在计算机虚拟环境中,对整个生产过程进行仿真、评估和优化,并进一步扩展到整个产品生命周期的新型生产组织方式。是现代数字制造技术与计算机仿真技术相结合的产物,主要作为沟通产品设计和产品制造之间的桥梁。从定义中可以得出一个结论,数字工厂的本质是实现信息的集成。出现背景:现代工业经历了机械化、电气化革新,未来的第三次工业革新必然是以机、电、信息相结合的智能化制造革新。《经济学人》2012年4月发表的《第三次工业革新:制造业与创新》专题报道中阐述了目前由技术创新引发的制造业深刻变化,其中,数字化与智能化的制造技术是“第三次工业革新”的主要技术。数字工厂的智能仓储系统,货物自动分拣入库,空间利用率大幅提升。佛山数字化智能工厂收费标准
ECS系统支持远程监控和诊断,减少设备停机时间,提高维护效率。肇庆物流智能工厂
建设数字工厂的优势和价值是巨大的:1.确保产品质量,通过虚拟工位与电子识别技术的结合,数字工厂可以对质量数据进行自动化采集,实现质检任务协同化、质量管控过程透明化。同时,数字工厂可以实现质量信息的可追溯性,支持通过扫码、订单信息、产品信息等维度的查询,实现对零件工序级的可追溯性。此外,数字工厂还与ERP、PLM、SRM等供应链上下游系统的数据接口无缝对接,为质量数据分析奠定全方面扎实的基础。严格把关生产环节,减少不确定因素,确保了产品质量的稳定性。2.提高企业竞争力,在产品设计阶段,利用数字化建模技术和协同合作平台,不同部门的人员可以在同一个数字模型上进行协同工作,缩短产品研发周期。肇庆物流智能工厂