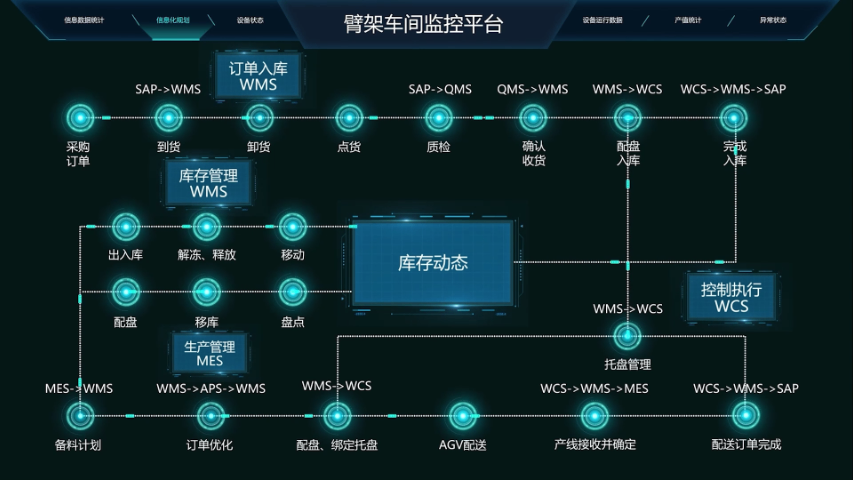
通过定制的IoT数字工厂解决方案,实现工厂设备间的互联互通,搭建设备与系统间的交互通路,消除企业内部的业务系统信息孤岛,让劳动力、产量产能、物料及半成品库存、生产进度、完工合格率等业务数据所见即所得。结合日立庞大精确的制造业数据分析模型,帮助用户通过持续优化生产管理流程来释放优良产能。助力实体制造业由粗放式经营模式,逐步过渡为生产设备网络化、现场管理数字化、决策运营智能化的集约型现代工厂。让生产全过程数据表里如一,为工厂运营创建智能大脑。数字工厂利用人工智能优化生产工艺,减少材料浪费,提升资源利用率。物流数字化车间系统

数字化时代的生产力利器——孪生数字工厂,不仅可以帮助企业实现生产过程的智能化管控,还可以提高生产线的透明度和可追溯性。通过数字化孪生工厂,生产企业可以实现对生产数据的实时监控和分析,及时发现问题并采取措施,确保生产过程的稳定运行,避免因为人为、设备、材料等原因导致的生产故障和损失。除此之外,孪生数字工厂还能帮助企业提高生产线的灵活性和适应性。在传统工厂中,生产线的调整和优化需要耗费大量的时间和人力,而使用数字化孪生工厂技术则可以实现生产过程的即时调整和优化,从而更好地应对市场需求的变化和产品定制化的要求。深圳工业智能工厂系统设计数字工厂通过5G技术实现设备间高速互联,提升数据传输速度,支持复杂应用场景。

通向数字化工厂的蓝图:先进的工业企业已经在数字化工厂的建设和发展方面迈出了坚实的步伐,在提升生产效率的同时,能够迅速可靠地生产出更多定制化、高质量的产品服务于市场。对于许多没有打算建设数字化工厂的企业而言,缺乏一套数字化的愿景和企业文化是让他们裹足不前的较大阻碍。在我们看来,这正是数字化工厂先行者们不可获取的一大要素。数字化愿景不仅只是考虑各项技术,而且还定义了这些技术如何在整个产品生命周期和企业生态圈中相互配合。阻碍企业制定数字化工厂计划的其他因素还包括机会不定、经济效益不明、投资代价不菲。
数字化工厂的应用案例:数字化工厂的应用案例包括汽车制造、航空制造、电子制造等领域。以汽车制造为例,数字化工厂可以通过数字化设计和仿真技术,缩短产品开发周期,并提高产品质量。数字化工厂可以通过自动化和智能化技术,降低生产成本,并提高生产效率和质量。数字化工厂可以通过物联网技术,实现设备之间的互联互通,从而实现生产过程的自动化和智能化。数字化工厂可以通过大数据分析技术,优化生产流程和产品质量,提高生产效率和质量。数字工厂的生产线可以根据订单需求自动调整,实现个性化定制与批量生产的无缝切换。
数字化工厂的未来发展趋势:数字化工厂的未来发展趋势包括智能化、柔性化、可持续化等方向。智能化是数字化工厂的主要发展方向,数字化工厂需要不断引入新的人工智能技术,实现更高效、更智能的生产过程。柔性化是数字化工厂的另一个发展方向,数字化工厂需要实现生产过程的柔性化,以适应市场需求的变化。可持续化是数字化工厂的另一个重要发展方向,数字化工厂需要实现生产过程的可持续发展,以减少对环境的影响。随着工厂制造流程连接的嵌入式设备越来越多,透过云端架构部署控制系统,无疑已是当今较重要的趋势之一。数字工厂的设备维护通过智能系统自动生成维护计划,确保设备稳定运行,减少故障率。物流数字化车间系统
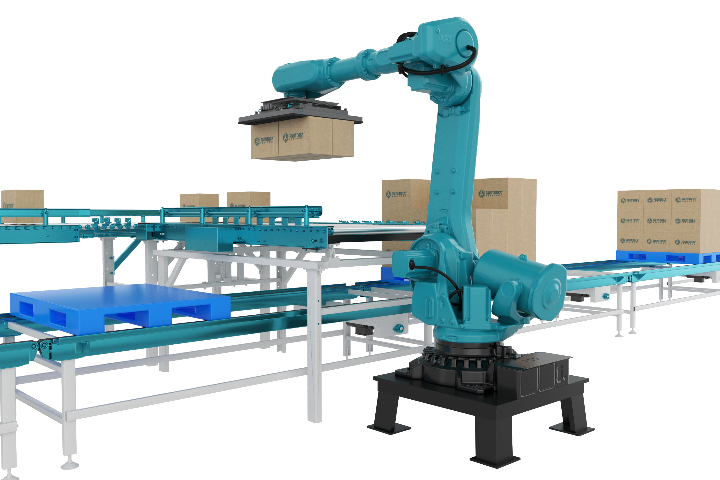
数字工厂的智能物流系统,精确配送物料,生产不断档。物流数字化车间系统
节约资源、降低成本、提高资金效益Saveresources&improvefinancialefficiency:通过数字化工厂技术方便地进行产品的虚拟设计与验证,较大程度地降低了物理原型的生产与更改,从而有效地减少资源浪费、降低产品开发成本。同时,充分利用现有的数据资料(客户需求、生产原料、设备状况等)进行生产仿真与预测,对生产过程进行预先判断与决策,从而提高生产收益与资金使用效益。提升产品质量水平:Improveproductquality利用数字化工厂技术,能够对产品设计、产品原料、生产过程等进行严格把关与统筹安排,降低设计与生产制造之间的不确定性,从而提高产品数据的统一性,方便地进行质量规划,提升质量水平。随着信息技术的快速发展,数字化工厂成为了制造业转型升级的重要方向,数字化工厂的建设离不开一系列关键技术的支持。物流数字化车间系统