- 品牌
- 海鼎智柔
- 型号
- 支持定制
- 类型
- 工装夹具,装配夹具,组合夹具,焊接夹具
- 材质
- 不锈钢,碳钢,铝合金,材质支持定制
- 加紧动力源
- 手动夹具,气动夹具,手自一体夹具
- 是否标准件
- 是
- 适用机床
- 磨床,钻床,铣床,车床,锯床,加工中心
- 样品或现货
- 现货
- 是否进口
- 否
- 是否库存
- 库存
- 厂家
- 海鼎智柔
航天飞行器热防护蒙皮的加工组装,对夹具的耐高温和定位精度要求独特。热防护蒙皮采用陶瓷复合材料或烧蚀材料,用于抵御飞行器再入大气层时的高温冲刷,其外形复杂且尺寸庞大,装配时需与舱体准确贴合。海鼎智柔多点支撑柔性夹具针对热防护蒙皮的特性,采用耐高温陶瓷支撑头和防粘涂层,避免加工过程中因温度过高导致支撑头与蒙皮粘连。在装配定位时,夹具通过三维视觉测量系统,实时捕捉蒙皮与舱体的相对位置,引导支撑点进行微米级调整,确保蒙皮的安装误差不超过。某航天科技集团使用该夹具装配飞船返回舱热防护蒙皮后,蒙皮与舱体的贴合度提升至,通过了严苛的热冲击试验,为航天员的安全返回提供了重要保障,同时使装配工时缩短60%,降低了人力成本。 海鼎智柔多点支撑柔性夹具,兼容多种加工设备,轻松融入现有生产线,无需大改布局。浙江气动多点支撑柔性夹具近期价格

多品种小批量异形件的总装生产线,海鼎智柔多点支撑柔性夹具实现了柔性化生产。传统总装线为适应不同异形件的装配,需配备多种独用夹具,占用大量场地且换型时间长。海鼎智柔的夹具通过数字化建模和快速换型技术,可在10分钟内完成不同异形件的支撑方案切换,支撑单元的组合方式和力度参数可通过云端数据库调用,无需机械调整。在某智能装备制造厂,该夹具成功应用于多种异形传感器的总装,通过自动识别工件型号,调用对应的支撑方案,实现了从工件上料到装配的全自动化,换型时间从传统的2小时缩短至5分钟,生产线的设备利用率提升60%,满足了定制化生产的需求,同时通过数据追溯系统,实现了每个异形件装配过程的全程记录,提升了质量管控水平。 定制多点支撑柔性夹具使用方法海鼎智柔多点支撑柔性夹具,持续优化升级,以更优性能助力企业提升生产竞争力。
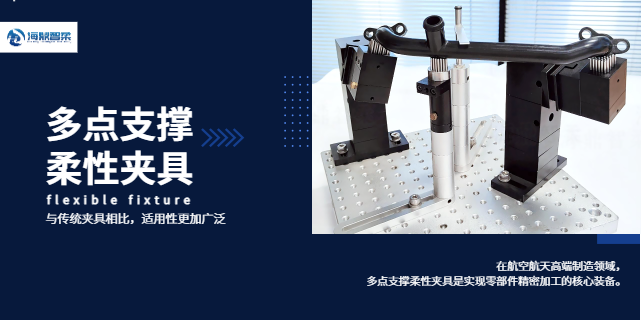
随着航空航天技术持续向化、定制化迈进,对薄壁产品的创新需求日益旺盛,多点支撑柔性夹具展现强大适应性。在新型飞行器研发进程中,常涌现前所未有的薄壁部件设计,其形状、尺寸、材料特性独具一格。多点支撑柔性夹具凭借可重复编程特性,轻松应对变化。科研人员只需在控制系统输入新部件参数,夹具就能迅速重构支撑点布局,满足从试制到量产全流程需求。无论是复杂曲面加工,还是精细结构件装配,多点支撑柔性夹具都为航空航天创新注入磅礴动力,助力我国航空航天事业逐梦星河,勇攀高峰。
在航空航天蒙皮加工中,海鼎智柔多点支撑柔性夹具展现出优越的性能。航空航天蒙皮多为薄壁曲面结构,采用铝合金、钛合金等强度比较高的材料,加工过程中极易因受力不均产生变形,影响产品精度和飞行安全性。传统刚性夹具难以适配复杂曲面,且易造成蒙皮表面划伤。海鼎智柔的多点支撑柔性夹具通过智能算法生成比较好的支撑点布局,依据蒙皮三维模型,在其背面分布数百个可单独调节的支撑单元,每个支撑单元都能实时感知蒙皮的微小形变,并动态调整支撑力度,将支撑误差控制在±以内。例如,在大型飞机机翼蒙皮的铣削加工中,夹具的支撑点能跟随刀具轨迹同步移动,始终保持对蒙皮的均匀支撑,有效抑制了加工振动和应力变形,使蒙皮的平面度误差从传统加工的降至以下。某飞机制造企业引入该夹具后,蒙皮加工合格率从78%提升至,单件加工时间缩短40%,大幅降低了生产成本。 精密制造升级,从海鼎智柔多点支撑柔性夹具开始。
弯管广泛应用于管道输送、汽车油路、航空航天液压系统等领域,其加工需经历弯曲、切割、打孔、装配等多道工序,传统夹具因难以适配弯管的弧形结构,常出现定位不准、夹持不稳定等问题,导致弯管与接头装配间隙大、密封性能差。海鼎智柔针对弯管加工痛点,研发的多点支撑柔性夹具通过“弧形贴合支撑+多工位协同”技术,实现对弯管的准确定位与稳定夹持。在弧形贴合支撑方面,夹具采用可变形支撑单元矩阵,支撑单元可根据弯管的曲率半径(比较小曲率半径5mm)、管径(适配5-200mm管径)自动调整弧度,形成与弯管外表面完全贴合的“弧形支撑面”,避免传统夹具“点接触”导致的定位偏移。例如,某汽车零部件企业加工管径20mm、曲率半径15mm的铝合金油路弯管时,传统夹具加工的弯管两端同轴度误差达,装配时密封垫破损率高;引入海鼎智柔多点支撑柔性夹具后,同轴度误差控制在内,装配密封合格率提升至99%。在多工位协同方面,夹具支持弯管加工全流程的工位集成,可在同一夹具上,完成弯管的弯曲后校正、端口切割、侧面打孔、气密性检测等工序,避免多次装夹导致的定位误差。夹具配备可旋转支撑平台(旋转角度0-360°),可根据加工需求调整弯管姿态,确保各工序加工位置准确。 海鼎智柔多点支撑柔性夹具,航空航天异形件装夹更稳更准。上海动车使用多点支撑柔性夹具供应商
海鼎智柔多点支撑柔性夹具,运行噪音低,为车间营造更舒适的生产环境。浙江气动多点支撑柔性夹具近期价格
薄壁件加工不仅需解决变形问题,还需兼顾高精度与高效率,传统夹具因定位精度低、换型周期长,常导致薄壁件加工精度波动大、生产效率低下。海鼎智柔多点支撑柔性夹具从精度控制与效率优化双维度发力,为薄壁件加工提供多方面保障。在精度控制方面,夹具采用“激光定位+闭环反馈”双重精度管控:加工前,通过激光扫描仪对薄壁件毛坯进行三维建模,对比设计模型自动修正支撑单元位置偏差,定位精度可达±;加工过程中,每个支撑单元的位移数据实时反馈至控制系统,若偏差超出阈值(设定为±),系统立即驱动伺服电机调整,确保加工精度稳定。某汽车零部件企业加工厚度的不锈钢薄壁油箱部件时,传统夹具加工的孔径公差为±,平面度误差达;引入该夹具后,孔径公差缩小至±,平面度误差控制在内,完全满足汽车行业高精度要求。在效率优化方面,夹具具备“快速换型+多工序集成”能力:针对多品种薄壁件生产,夹具内置数字化工艺数据库,存储常见薄壁件的支撑方案与加工参数,换型时只需调用预设程序,支撑单元可在5-8分钟内完成自动调整,换型效率较传统夹具提升90%以上;同时,夹具支持一次装夹完成薄壁件的切割、钻孔、打磨、检测等多道工序,避免多次装夹导致的定位误差。 浙江气动多点支撑柔性夹具近期价格
- 深圳不锈钢多点支撑柔性夹具哪家强 2026-03-25
- 浙江气动多点支撑柔性夹具近期价格 2026-03-25
- 江苏定制多点支撑柔性夹具怎么样 2026-03-25
- 上海非标自动化多点支撑柔性夹具类型 2026-03-25
- 沈阳手自一体多点支撑柔性夹具类型 2026-03-25
- 重庆手动多点支撑柔性夹具推荐厂家 2026-03-25
- 上海机床使用多点支撑柔性夹具多少钱 2026-03-24
- 重庆cnc 加工使用多点支撑柔性夹具按需定制 2026-03-24