- 品牌
- 其他
- 型号
- 其他
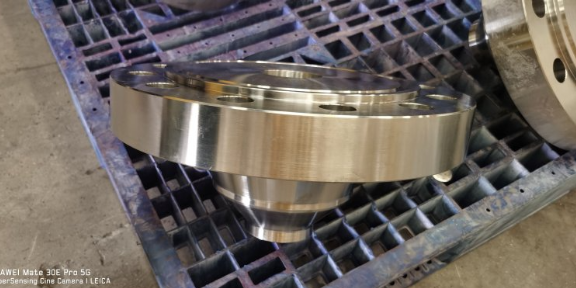
自由锻件有许多成品案例,涵盖了多个工业领域:轴类锻件:轴类锻件是机械设备中的关键部件,例如同心轴。大型偏心轴由于生产批量较小,采用自由锻造技术就很有利,尽管劳动强度大,但锻造成本相对较低。冶金机械部件:如冷轧辊、热轧辊和人字齿轮轴等。压力容器用锻件:例如筒体、釜圈法兰、封头等。船用锻件:如曲轴、尾轴、舵杆、推力轴和中间轴等。锻压机械设备部件:包括锤头、锤杆、水压机的立柱、缸体、轮轴压装机的支柱和缸体等。汽车工业用锻件:例如左、右转向节、前梁、车钩等。据统计,汽车中的锻压件占其质量的80%左右。机车用锻件:如车轴、车轮、板簧、机车的曲轴等。在机车中,锻压件约占其质量的60%。军一工用锻件:如炮管、门体、炮闩支架和牵引环等。在坦克中,锻压件占其质量的65%左右。航空航天领域:镍基合金自由锻件在航空航天领域有重要应用,如涡轮叶片和涡轮盘等部件,这些部件需要承受高温、高压和高速运转的环境,镍基合金自由锻件因其高一强度、高耐腐蚀性和高耐高温性而成为理想选择。其他领域:自由锻造还可用于制造重型和中厚钢板材的精密复杂薄壁小断面零件,如汽车的转向节十字头和制动鼓内腔主减速器锥形转子离合器和差动器等。锻件如钢铁般坚固,承载着工业发展的重任与使命。新疆镍基锻件供应商
锻件缺陷分析:过热:金属坯料由加热温度过高或高温下保温时间太长引起晶粒粗大的现象称为过热。过热会使坯料塑性下降,锻件的力学性能降低。为此,要严格控制加热温度,尽可能缩短高温阶段的保温时间来预防过热的产生。过烧:金属坯料加热温度超过始锻温度过多,使晶粒边界出现氧化及熔化的现象称为过烧。过烧后,材料的强度严重下降,塑性很差,一经锻打即破碎变成废料,是无法挽救的。因此,要严格执行正确的操作规范。裂纹:大型锻件加热时,如果装炉温度过高或加热速度过快,则锻件心部与表层温差过大,造成内应力过大,导致产生裂纹。因此,对大型锻件加热时,要防止装炉温度过高和加热速度过快,一般应采用防热措施。山东锻件询问报价锻件是工业制造的精髓所在,展现着人类智慧与创造力的辉煌成果。

退火方法:1、去应力退火。去应力退火时,通过材料的塑性流动降低了锻件的内部应力。这种内部应力可产生于浇铸、轧制、锻造或焊接等阶段。采用这种方法时,需将锻件在550℃-650℃之间退火1-2小时。2.重结晶退火(中间退火)。当材料组织因冷作成形时扭曲而需恢复到未扭曲组织状态时,便采用这种退火方法。通过在550℃-650℃温度范围内数小时之久的退火,可形成全新的组织。3、软化退火。采用这种退火方法时,根据钢的碳含量不同,将钢加热到680℃-750℃之间的温度范围,然后在该温度下保持若干小时。采用摆动退火也可以达到这种效果。摆动退火时,温度在PSK线附近上下变动若干次。 通过软化退火使条状渗碳体转化成晶粒渗碳体,从而使材料更容易成形和切削。4、正火。若要消除材料中的不均匀组织或粗晶粒组织,需采用这种退火方法。它是在紧靠GSK线上方区域的温度范围内的短时间退火。退火时将形成全新的晶粒,产生一种均匀的细晶粒组织。这个过程我们又称为组织再细化。5、扩散退火。我们把这种退火方法理解为1050℃-1250℃之间的长时间退火。它的作用是平衡锻件在浇铸时出现的浓淡差异(偏析)。
锻件(forgeable piece)意思是指通过对金属坯料进行锻造变形而得到的工件或毛坯。按加工温度分类锻件按坯料在加工时的温度,可分为冷锻温锻和热锻。冷锻一般是在室温下加工,热锻是在高于金属坯料的再结晶温度下加工。按结构分类锻件几何形体结构复杂程度差异,决定其模锻工艺和模具设计有明显区别,明确锻件结构类型是进行工艺设计的必要前提。业内将一般锻件分为3类,每类中再细分为3组,共9组。还有兼备两类或三类结构特征,复杂程度更高的锻件,如多数汽车转向节锻件。每一个锻件都是工匠心血的结晶,承载着对工艺的执着与追求。

大型锻件缺陷及失效分析要点:大型锻件缺陷分析与失效分析主要包括判定缺陷的性质和明确缺陷与失效之间的关系与产生原因这两方面内容。锻件在服役中的失效,其原因有多种,有材料选用不当、材质的冶金缺陷(冶金质量)、机械加工和装配质量问题、工作环境、负荷条件、使用与操作不当、保养维护疏忽、设计不合理等,都可能导致机械产品的失效。锻件缺陷的产生,与工艺过程密切相关,要正确识别缺陷的性质,判断缺陷的产生原因,不仅要熟悉检测技术,采用正确的分析方法,掌握缺陷的宏观、微观特征,还要了解缺陷产生的过程和它与工艺之间的联系。锻件承载着工业的希望与未来,引一领着工业文明不断向前发展。内蒙古钛锻件询问报价
锻件坚实耐用,是工业领域不可或缺的重要支柱。新疆镍基锻件供应商
模锻件广泛应用于各个工业领域,如机械、汽车、航空航天、石油化工等。在这些领域中,模锻件常用于制造承受重载、冲击或高温高压等恶劣工作条件的部件,如齿轮、曲轴、连杆、叶片、轴承等。模锻件的质量和性能对产品的使用寿命和可靠性有着重要的影响,因此在生产过程中需要进行严格的检验和控制。总之,模锻件是一种重要的锻造产品,具有高精度、高复杂度和高生产效率等优点,被广泛应用于各个工业领域。随着工业技术的不断发展,模锻工艺也将不断创新和改进,为制造业的发展做出更大的贡献。新疆镍基锻件供应商

挤压锻件和自由锻件的区别:制造过程:挤压锻件是通过将加热后的金属坯料放入挤压机的料筒中,借助挤压杆推动坯料通过模具的孔口或缝隙挤出成型。自由锻件则是在没有专一用模具的情况下,利用锤击或压力机等设备对坯料进行加工,通过塑性变形获得所需形状。形状复杂性和尺寸精度:挤压锻件适用于制造截面形状复杂且尺寸精确的锻件,因为挤压工艺能够提供连续的金属流线和较高的尺寸精度。自由锻件则更适用于制造形状相对简单或单件生产的锻件,其尺寸精度和形状复杂性相对较低。材料利用率和生产效率:挤压锻件的材料利用率通常较高,因为挤压工艺能够Zui大限度地利用金属材料,减少废料和切削加工量。挤压工艺适用于大批量生产,能够实现自动...
- 云南钛锻件生产厂家 2024-10-31
- 海南钛锻件厂家报价 2024-10-12
- 上海锆锻件厂家电话 2024-10-12
- 陕西锆锻件供应商 2024-10-12
- 黑龙江钛锻件供应 2024-10-12
- 山西锆锻件销售价格 2024-09-29
- 贵州高温合金锻件供应商 2024-09-29
- 山西锆锻件厂家报价 2024-09-29
- 海南镍基锻件工厂直销 2024-09-29
- 四川镍基锻件厂家电话 2024-09-29






- 天津镍基法兰工厂直销 11-19
- 青海久立代理商管材工厂直销 11-19
- 中国台湾钛法兰供应商 11-19
- 浙江管件厂家电话 11-19
- 辽宁2507超级双相钢零切/零售工厂直销 11-19
- 河南无缝管管材 11-19
- 安徽管座管件生产厂家 11-19
- 吉林堵头管件生产厂家 11-19
- 北京双相钢管材销售价格 11-19
- 福建双相钢管件厂家报价 11-19