- 品牌
- 其他
- 型号
- 其他
一、能源与重型机械
风力发电:风力发电机的关键部件如主轴、轮毂等常采用高一强度锻件制成,以确保其在恶劣环境下的稳定性和耐久性。火力发电与水力发电:在火电站中,锻件被用于制造转子、叶轮、护环主轴等关键部件;在水力发电站中,则用于制造主轴、中间轴等水力发电机的重要部件。石油与天然气:在石油和天然气行业中,锻件用于制造钻井设备、压缩机、管道接头等,以承受高压、高温和腐蚀环境。
二、汽车与轨道交通
汽车制造:锻件在汽车制造中占据重要地位,如发动机曲轴、连杆、齿轮、前梁、转向节等关键部件均采用锻件制成,以提高汽车的整体性能和安全性。据统计,在汽车中,锻压件占其质量的80%左右。轨道交通:在铁路和城市轨道交通中,锻件用于制造车轴、车轮、制动系统、传动装置等关键部件,确保列车的安全、稳定运行。锻件在机车中的占比也相当高,据统计,锻压件占机车质量的60%左右。 锻件展现着金属的独特魅力与工匠的精湛技艺,令人赞叹不已。安徽锻件生产厂家

随着科技的进步和工业的发展,锻件的生产工艺也在不断创新和完善。现代锻造技术结合了计算机模拟、自动化控制等先进技术,实现了锻件的高效、精密生产。这不仅提高了锻件的质量和生产效率,还为锻件在更多领域的应用提供了可能。在现代工业中,锻件的应用范围十分广一泛。从汽车发动机的曲轴、连杆到航空航天领域的飞机起落架、发动机叶片,锻件都发挥着至关重要的作用。其高一强度、高韧性和良好的耐磨性使得锻件成为许多高一端制造领域的首一选材料。河南锻件询问报价锻件表面光滑如镜,彰显出精湛的锻造技艺和卓一越的品质。
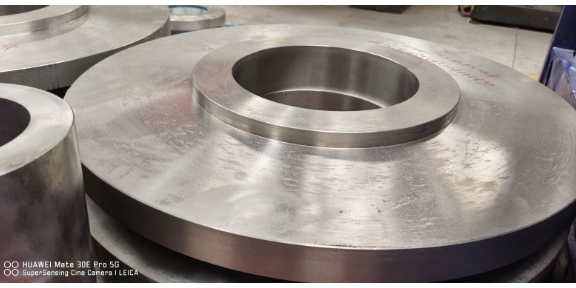
锻造加工锻件的基本规律:(1)体积不变原理:在锻造前后,锻件毛坯的重量和体积基本上是不变的,也就是说,变形前的体积等于变形后的体积。实际上,在变形前后体积是有一些的改变,如孔洞被压实,密度有所增大,以及表面被氧化等,不过这种体积改变小得可以忽略不计。因此,可以认为,锻造变形是一部分的体积移向另一部分,而不发生体积的改变。这样,我们可以利用计算体积的方法,根据已知量算出有关的未知量。(2)Zui小阻力定律:锻工车间生产饼类锻件时,常采用圆柱形毛坯镦粗得到。但是如果改用方形毛坯镦粗,也能得到圆饼锻件,这是由于Zui小阻力原理的作用的结果。金属颗粒在外力作用下,会产生塑性流动,并且总是沿着阻力Zui小的方向移动。在锻压行业里,这一现象被称为Zui小阻力规律。这里所说的阻力,包括摩擦力和工具形状对金属流动的限制止力等。这一规律阐述了金属质点流动的可能性以及流动的方向问题。
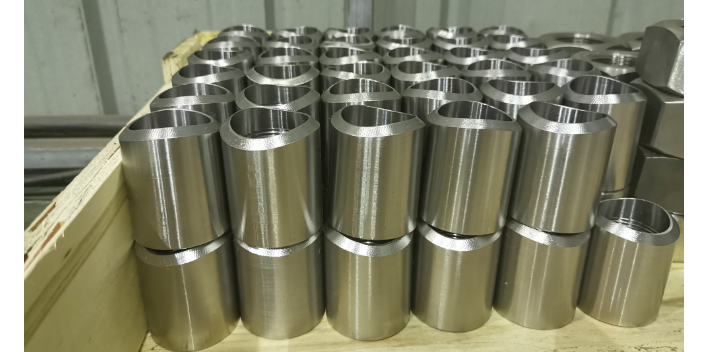
挤压锻件的制造过程挤压锻件的制造过程主要包括以下步骤:材料准备:选择合适的金属材料,如铝合金、铜合金、钢铁等,根据产品要求进行切割和下料。坯料加热:将金属坯料加热到适当的温度,以提高其塑性,降低变形抗力,便于挤压成型。挤压成型:将加热后的坯料放入挤压机的料筒中,通过挤压杆的推动,使坯料在模具的约束下发生塑性流动,并从模具的出口挤出成型。冷却与定型:挤出的锻件在空气中或特定的冷却介质中进行冷却,以达到定型的效果。热处理与精加工:根据需要对锻件进行热处理,如退火、淬火、回火等,以调整其组织和性能。然后进行切边、打磨、钻孔等精加工操作,以满足产品的Zui终尺寸和表面质量要求。锻件是工匠心血的结晶和智慧的体现,具有极高的收藏价值。

退火方法:1、去应力退火。去应力退火时,通过材料的塑性流动降低了锻件的内部应力。这种内部应力可产生于浇铸、轧制、锻造或焊接等阶段。采用这种方法时,需将锻件在550℃-650℃之间退火1-2小时。2.重结晶退火(中间退火)。当材料组织因冷作成形时扭曲而需恢复到未扭曲组织状态时,便采用这种退火方法。通过在550℃-650℃温度范围内数小时之久的退火,可形成全新的组织。3、软化退火。采用这种退火方法时,根据钢的碳含量不同,将钢加热到680℃-750℃之间的温度范围,然后在该温度下保持若干小时。采用摆动退火也可以达到这种效果。摆动退火时,温度在PSK线附近上下变动若干次。通过软化退火使条状渗碳体转化成晶粒渗碳体,从而使材料更容易成形和切削。4、正火。若要消除材料中的不均匀组织或粗晶粒组织,需采用这种退火方法。它是在紧靠GSK线上方区域的温度范围内的短时间退火。退火时将形成全新的晶粒,产生一种均匀的细晶粒组织。这个过程我们又称为组织再细化。5、扩散退火。我们把这种退火方法理解为1050℃-1250℃之间的长时间退火。它的作用是平衡锻件在浇铸时出现的浓淡差异(偏析)。锻件犹如经过千锤百炼的艺术品,展现着金属的坚韧与美感。贵州钛锻件询问报价
锻件经过精心设计与制造,成为工业领域的璀璨瑰宝。安徽锻件生产厂家
大型锻件缺陷及失效分析要点:大型锻件缺陷分析与失效分析主要包括判定缺陷的性质和明确缺陷与失效之间的关系与产生原因这两方面内容。锻件在服役中的失效,其原因有多种,有材料选用不当、材质的冶金缺陷(冶金质量)、机械加工和装配质量问题、工作环境、负荷条件、使用与操作不当、保养维护疏忽、设计不合理等,都可能导致机械产品的失效。锻件缺陷的产生,与工艺过程密切相关,要正确识别缺陷的性质,判断缺陷的产生原因,不仅要熟悉检测技术,采用正确的分析方法,掌握缺陷的宏观、微观特征,还要了解缺陷产生的过程和它与工艺之间的联系!!安徽锻件生产厂家

挤压锻件和自由锻件的区别:制造过程:挤压锻件是通过将加热后的金属坯料放入挤压机的料筒中,借助挤压杆推动坯料通过模具的孔口或缝隙挤出成型。自由锻件则是在没有专一用模具的情况下,利用锤击或压力机等设备对坯料进行加工,通过塑性变形获得所需形状。形状复杂性和尺寸精度:挤压锻件适用于制造截面形状复杂且尺寸精确的锻件,因为挤压工艺能够提供连续的金属流线和较高的尺寸精度。自由锻件则更适用于制造形状相对简单或单件生产的锻件,其尺寸精度和形状复杂性相对较低。材料利用率和生产效率:挤压锻件的材料利用率通常较高,因为挤压工艺能够Zui大限度地利用金属材料,减少废料和切削加工量。挤压工艺适用于大批量生产,能够实现自动...
- 云南钛锻件生产厂家 2024-10-31
- 海南钛锻件厂家报价 2024-10-12
- 上海锆锻件厂家电话 2024-10-12
- 陕西锆锻件供应商 2024-10-12
- 黑龙江钛锻件供应 2024-10-12
- 山西锆锻件销售价格 2024-09-29
- 贵州高温合金锻件供应商 2024-09-29
- 山西锆锻件厂家报价 2024-09-29
- 海南镍基锻件工厂直销 2024-09-29
- 四川镍基锻件厂家电话 2024-09-29






- 新疆弯头管件工厂直销 11-11
- 山东双相钢管件厂家电话 11-11
- 黑龙江弯头管件供应商 11-11
- 辽宁三通管件 11-11
- 广东管件供应 11-11
- 河南堵头管件 11-11
- 山东久立管件 11-11
- 浙江堵头管件生产厂家 11-11
- 内蒙古三通管件供应 11-11
- 黑龙江久立管件生产厂家 11-11