- 品牌
- 盛达源
- 产地
- 宝鸡
- 厂家
- 宝鸡市盛达源
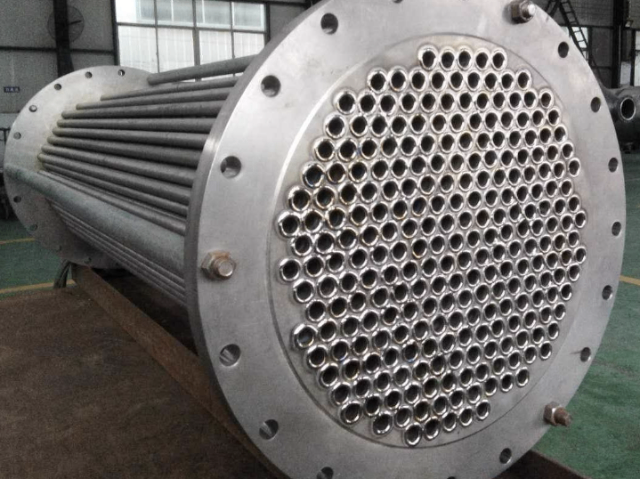
焊接是钛热交换器制造中**关键的环节,直接决定设备的承压能力、密封性和使用寿命。真空钎焊(VacuumBrazing):这是板翅式和板式热交换器制造的**工艺。整个过程在高真空(如先进工艺可达10⁻⁶Pa)环境下进行,以防止钛在高温下氧化。钎焊热循环经过精密控制:抽真空与预热:先低速升温至200-500℃,并长时间保温,彻底去除工件和工装吸附的水分及有机物。均温与钎焊:快速升温至钎料熔化温度以上(如1010℃),并保温足够时间(如25分钟),使钎料充分熔化、铺展并填充焊缝。采用多区**控温加热系统和嵌入工件内部的多点热电偶,确保70层结构各层间温差小于5℃。可控冷却:通入高压高纯惰性气体(如15bar氩气)进行快速气淬,然后阶段式缓冷,以控制变形和减少内应力电子通讯散热家,小巧高效。中卫专业的钛换热器

2019年全球市场规模为亿美元,2023年已增长至亿美元。预计到2031年,全球市场规模将实现***提升,年均复合增长率有望保持在6%-8%之间。中国市场表现尤为突出,已成为全球增长**快的区域市场之一。2021年中国钛换热器行业市场规模达到亿元,2023年增长至亿元,增速***高于全球平均水平。预计到2031年,中国市场规模将达到**亿元,年均增速预计将超过10%。这种高速增长主要得益于中国工业化进程加速、环保政策持续推进以及下游产业需求扩张。中卫专业的钛换热器制盐造纸行业良伴,抗腐蚀家。

技术演进与创新突破.材料改性趋势通过添加0.2%钯元素形成的TA9钛合金,使换热器在150℃的35%硫酸中腐蚀速率降低至0.02mm/年。钛-钢复合板材料则兼顾强度与经济性,成本较全钛结构下降30%。.结构设计革新-微通道钛管:内径0.5mm的微管阵列使换热面积密度达800m²/m³,较传统管式提升3倍。-3D打印技术:采用激光选区熔化制造的多孔钛板片,实现流道拓扑优化,压降减少20%。.智能运维系统基于物联网的钛换热器监测平台,通过腐蚀传感器实时采集介质浓度、温度数据,预测设备剩余寿命,使意外停机率下降90%。
钛热交换器的**优势钛热交换器之所以能应用于如此***的领域,主要归功于钛金属本身的几个突出优点:***的耐腐蚀性:这是钛热交换器*****的优势。工业纯钛对氯化物(如海水、盐水)、有机化合物、碱溶液以及多种有机酸(如蚁酸、草酸、乳酸)都具有良好的耐腐蚀性,这使得它在化工、海洋等腐蚀性环境中寿命远超普通不锈钢设备。高比强度和轻量化:钛的强度高,但密度较小,这意味着钛热交换器在保证结构强度的同时,设备重量相对较轻,便于安装和维护。良好的热传导性能:钛材料具有出色的热传导效率,能够快速进行热交换,有助于提高整个系统的能源利用效率。安全环保:由于钛的化学性质稳定,不易与介质发生反应,不会向产品中引入金属离子污染,这一特性在食品、制药等对纯度要求极高的行业中至关重要。科技赋能,钛显换热新境界。

钛金属的耐腐蚀性主要源于其表面一层致密且能自修复的氧化钛(TiO₂)钝化膜。这层膜在氧化性介质(如硝酸、海水、潮湿氯气)中非常稳定,但在还原性酸(如盐酸、稀硫酸)或能破坏钝化膜的介质(如氢氟酸、氟化物)中,保护作用会减弱甚至失效。在实际选型和应用中,除了参考表格中的基础数据,还需重点关注以下几点:温度与浓度的综合影响:温度和浓度的升高通常会加剧腐蚀。例如,钛在常温下可耐7%的盐酸,但一旦温度上升,其耐腐蚀范围会急剧缩小。务必根据实际工艺的最高工作温度和介质浓度进行综合评估。从图纸到产品,我们全程准对接。中卫专业的钛换热器
专注特定行业,提供专业换热方案。中卫专业的钛换热器
钛金属的不可替代性-耐腐蚀性:工业纯钛(如TA1、TA2牌号)对氯化物、有机酸、碱溶液等介质具有极强抵抗力。实验表明,在80℃的10%盐酸环境中,钛的年腐蚀速率低于0.01mm,远优于不锈钢的0.5mm以上。这一特性使其在酸性化工流程中寿命可达30年,减少设备更换频率50%。-力学性能:钛的比强度(强度密度比)高达180kg/mm²,同等承压要求下,钛换热器重量可较钢制设备减轻40%,***降低支撑结构成本。-卫生与环保性:钛离子不易溶出,其非磁性特性符合FDA和GMP标准,确保食品、药品生产过程中零污染风险。二、多领域应用场景的深度解。中卫专业的钛换热器
宝鸡市盛达源钛业有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在陕西省等地区的冶金矿产中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,宝鸡市盛达源钛业供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
焊接是钛热交换器制造中**关键的环节,直接决定设备的承压能力、密封性和使用寿命。真空钎焊(VacuumBrazing):这是板翅式和板式热交换器制造的**工艺。整个过程在高真空(如先进工艺可达10⁻⁶Pa)环境下进行,以防止钛在高温下氧化。钎焊热循环经过精密控制:抽真空与预热:先低速升温至200-500℃,并长时间保温,彻底去除工件和工装吸附的水分及有机物。均温与钎焊:快速升温至钎料熔化温度以上(如1010℃),并保温足够时间(如25分钟),使钎料充分熔化、铺展并填充焊缝。采用多区**控温加热系统和嵌入工件内部的多点热电偶,确保70层结构各层间温差小于5℃。可控冷却:通入高压高纯惰性气体(如1...
- 宝鸡评价高的钛换热器供货商 2026-03-20
- 深圳评价高的钛换热器厂家 2026-03-20
- 珠海有实力的钛换热器厂家直销 2026-03-19
- 天水钛换热器源头供货商 2026-03-19
- 温州钛换热器源头供货商 2026-03-18
- 珠海有实力的钛换热器供应商 2026-03-18
- 有实力的钛换热器厂家直销 2026-03-17
- 武威评价高的钛换热器制造厂家 2026-03-17
- 莆田销售钛换热器货源厂家 2026-03-14
- 温州钛换热器供货商 2026-03-13


- 湛江质量好的钛换热器 2026-03-08
- 淄博钛换热器供货商 2026-03-07
- 威海销售钛换热器货源厂家 2026-03-05
- 酒泉耐用的钛换热器制造厂家 2026-03-05
- 耐用的钛换热器联系电话 2026-03-05
- 上海可靠的钛换热器联系方式 2026-03-05




- 深圳评价高的钛换热器厂家 03-20
- 佛山评价高的钛螺母供货商 03-20
- 张掖诚信的钛螺母货源厂家 03-20
- 中卫钛焊管厂家 03-20
- 深圳可靠的钛盘管货源厂家 03-20
- 上海钛标准件哪家好 03-20
- 平凉钛管件供应商 03-20
- 宁夏专业的钛法兰 03-20
- 上海评价高的钛设备反应釜厂家 03-20
- 比较好的钛焊管联系方式 03-20