- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
放苗:苗种选择,选择体质健壮,体色健康,逆水能力强,无病无伤且经过检疫合格后的优良苗种,较好购自省级以上的良种场。试养1至2天后死亡率应不大于5%。检测虾苗的活力时一般取150尾左右虾苗放入亮色水盆中,当手伸入水中或用手轻轻搅动水体时,健康好苗会立刻应激逃避和逆水游动,反之为弱苗。根据运输时间长短选择不同的虾苗。一般运输时间长的选择体长0.8cm以下的虾苗,以减少长途运输中造成的碰撞损伤,提高存活率。运输时间短的可选择体长0.8~1.2cm的大苗,缩短养殖周期。创新养殖融资模式,降低企业运营成本。广东微生物工厂化水产养殖规划

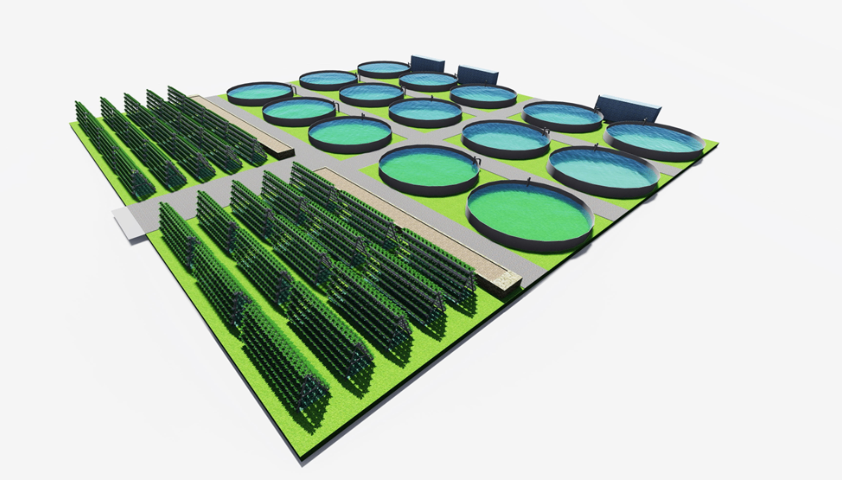
工厂化水产养殖基本类型:1、全封闭循环水养殖,适用于优良水资源非常少的地方。如污染严重的城市郊区、海水或淡水河流被严重污染地区、内陆没有海水的地方,可实行全封闭循环水养殖,这种养殖模式对外界环境的依赖性小,系统稳定运行后可持续赢利,但前期土建及设备投入较高。2、循环水水产育苗,水产育苗作为水产养殖环节的靠前环,水质的好坏直接关系到下游的整个产业链的成败。因此,尽一切可能提高孵化率、减少畸胎及死胎十分重要。而经过系统设备处理后,稳定的水质对于提高育苗的孵化率等起着至关重要的作用。广东微生物工厂化水产养殖规划养殖业与旅游业结合,提升工厂化养殖的附加值。

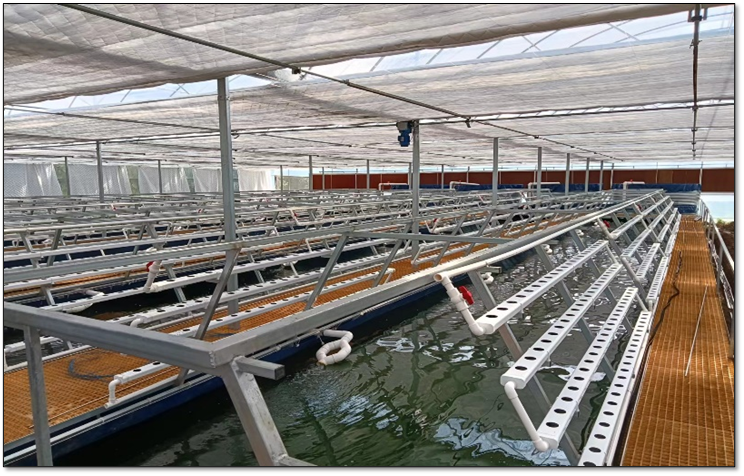
水处理区,根据养殖品种确定水体指标和生存需求,是否需要添加矿物质等成分调配水体,如果是淡水调配海水,也在这个环节。调配好后,进行常规方式初步的消毒、杀菌、曝气。然后通过砂滤器、微米过滤器、活性炭过滤器等物理过滤,去除水中颗粒物质、悬浮物、微生物及吸附化学物质。 再经过蛋白分离器,产生大量特定大小、组合的微气泡,处理水中有机物、悬浮物、蛋白质等有害物质。较后经过防火墙,内含臭氧发生器,杀灭水中的各种细菌、病毒、虫卵及藻类细胞等。
水资源利用率较传统池塘养殖提高80%,真正实现“用水少、废水零排放”。针对养殖过程中产生的残饵、粪便,我们创新研发了固废资源化技术,通过生物转化将其制成有机肥料或水产饲料原料,形成“养殖—废弃物—资源化”的闭环生态链,从源头减少环境污染。此外,系统采用节能型水泵、LED诱虫灯等低碳设备,综合能耗较传统工厂化养殖降低25%以上。选择我们的养殖系统,既能实现水产养殖的高效益,又能践行生态环保责任,树立绿色水产品牌形象,赢得市场与政策的双重青睐。技术迭代是我们引先工厂化水产养殖行业发展的重点动力,公司组建了由水产养殖专业的人、环境工程设计师、智能设备研发团队构成的专业技术梯队,每年投入营收的15%用于技术创新。发展深加工业务,提高养殖产品的附加值。

工厂化循环水养殖作为一种新兴的水产养殖模式,通过科学管理,创造适合养殖生物的生活环境,从而摆脱气候、土地、水等外界条件的限制;而水产养殖池是养殖生物整个生命周期的生长空间,也是循环水养殖系统的关键基础设施。这里我们就来介绍一下水产养殖池。养殖池根据其形状主要分为以下几类:圆形池、矩形池、八角池、圆弧池……什么样的池子才是工厂化水产养殖的理想“户型”?这里我们就需要考虑一下,作为高密度的循环水养殖,养殖池的两大关键要素是什么?1.空间利用较大化;2.养殖池的集污效果。养殖业与科研院所合作,推动技术创新。山西大型工厂化水产养殖系统
工厂化养殖要关注养殖废弃物的资源化利用,减少环境污染。广东微生物工厂化水产养殖规划
日常管理:1. 日常巡视,定期检查残留饵料量并根据需要及时调整投喂量。蜕皮期减少投喂,蜕皮后适时补充钙质防止软壳。定期检查循环水系统的情况保证正常运转。2. 水质调控,每日投料前,观察虾的状况并清理死虾及虾壳,排掉底部部分污水。后期随着虾苗的长大以及饲喂量的增加,水体的氨氮浓度必会上升,所以需要增加换水量,但不能超过原水体的10%以避免虾苗应激。定期检测水质指标并根据水质具体情况调整循环水系统水循环量,并定期观察压力表数值,对石英砂滤罐进行反冲洗以免结块而影响水质。广东微生物工厂化水产养殖规划

作为专业的工厂化水产养殖供应商,上海芾驰智能科技有限公司(简称:芾驰智能)自2018年5月在上海智慧岛数据产业园注册成立以来,始终立足上海科技高地与崇明生态岛,深度响应国家科技兴农政策,充分发挥自身在智能制造行业信息化领域的丰富经验,以工业互联网思维为重点,构建起完善的智慧农业物联网产业服务平台,全力为工厂化水产养殖领域提供全方面、智能化的解决方案,助力养殖行业实现数字化、智能化转型,用科技力量赋能水产养殖产业高质量发展,践行农业科技产业化、数字化、智能化的发展使命。x 新加坡的乌龟工厂化养殖,展示了工厂化养殖在特种水产养殖领域的潜力。河北循环水工厂化水产养殖池养殖过程中不使用违禁...
- 浙江智能工厂化水产养殖服务商 2026-05-08
- 天津大棚内工厂化水产养殖过滤器 2026-05-08
- 四川高密度工厂化水产养殖供应商 2026-05-08
- 广西循环水工厂化水产养殖池 2026-05-08
- 河北高密度工厂化水产养殖过滤器 2026-05-08
- 陕西工厂化水产养殖过滤器 2026-05-08
- 北京微生物工厂化水产养殖鱼池 2026-05-08
- 安徽智能工厂化水产养殖服务商 2026-05-08
- 江苏陆基工厂化水产养殖服务商 2026-05-08
- 河北专业工厂化水产养殖规划 2026-05-08



- 江苏高密度工厂化水产养殖 2026-05-07
- 安徽高密度工厂化水产养殖过滤器 2026-05-07
- 安徽陆基工厂化水产养殖池 2026-05-07
- 四川工厂化水产养殖产值 2026-05-07
- 江西大型工厂化水产养殖平台 2026-05-07
- 江苏专业工厂化水产养殖平台 2026-05-07



- 河北小型鱼菜共生养殖技术 05-12
- 山东低碳鱼菜共生系统种植 05-12
- 江西鱼菜共生养殖模式 05-12
- 北京小型鱼菜共生系统搭建 05-12
- 湖南鱼菜共生优势 05-12
- 北京低碳鱼菜共生养殖技术 05-12
- 黑龙江鱼菜共生 05-12
- 重庆庭院鱼菜共生可行性报告 05-12
- 湖南小型鱼菜共生厂商 05-12
- 安徽庭院鱼菜共生系统 05-12