- 品牌
- 方鼎
- 型号
- 齐全
- 适用对象
- 田园管理机,开沟机,耕整机,播种机,收割机,犁
- 加工定制
- 是
- 材质
- 合金钢 碳素钢 不锈钢系列
- 面向地区
- 全国
- 产品类型
- 全新
- 配件类型
- 插秧机配件,通用配件,微耕机配件,收割机配件,割灌机配件,农用车配件,拖拉机配件,柴油机配件,割草机配件
- 产地
- 江苏
- 厂家
- 南通方鼎精密铸造有限公司
南通方鼎铸钢厂的蜡(模)料的线收缩率约为0.9-1.1%。c.熔模存放时,将进一步产生收缩,其收缩值约为总收缩量的10%,但当存放12小时后,熔模尺寸基本稳定。d.蜡模径向收缩率为长度方向收缩率的30-40%,射蜡温度对自由收缩率的影响远远大于对受阻收缩率的影响(射蜡温度为57-59℃,温度越高收缩越大)。(4)制壳材料的影响:采用锆英砂、锆英粉、上店砂、上店粉,因其膨胀系数小,为4.6×10-6/℃,因此可以忽略不计。(5)型壳焙烧的影响:由于型壳的膨胀系数小,当型壳温度为1150℃时,为0.053%,因此也可以忽略不计。(6)浇铸温度的影响:浇注温度越高,收缩率越大,浇注温度低,收缩率越小,因此浇注温度应适当。南通方鼎精密铸造有限公司为您提供精密铸造,欢迎您的来电!常州碳素钢精密铸造源头厂家

二十年历史的江苏南通方鼎精密铸造有限公司生产的铸钢件,1、方鼎铸造生产的电站设备配件电站设备是高技术产品,其主要零件都在高负荷下长时间连续地运转,火电站和核电站设备中有不少零部件还需耐受高温和蒸汽的腐蚀,因而对零部件的可靠性有很严格的要求。铸钢件能地满足这些要求,在电站设备中广为采用。2、方鼎铸造生产的铁路机车及车辆配件铁路运输与生命财产安全密切相关,因此。保证安全是至关重要的,机车车辆的一些关键部件,如车轮、侧架、摇枕、车钩等,都是传统的铸钢件。铁路转辙用的辙岔是承受强烈冲击和磨擦的部件,工况条件极为恶劣,形状又很复杂。常州碳素钢精密铸造源头厂家南通方鼎精密铸造有限公司为您提供精密铸造,有想法的不要错过哦!

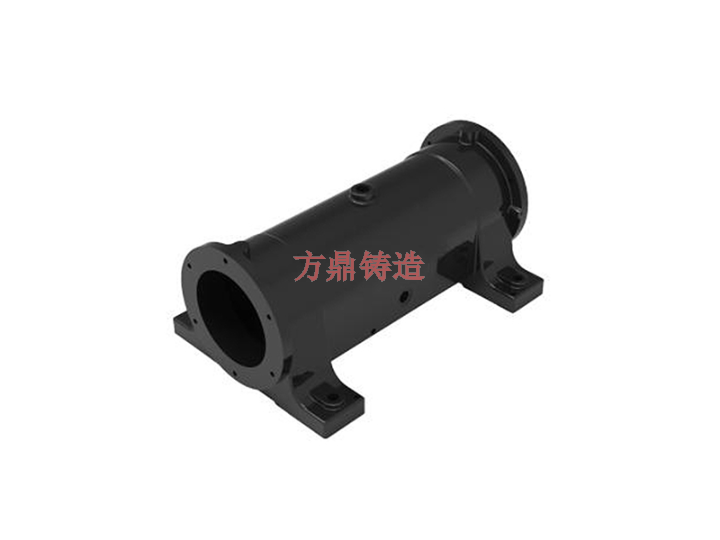
轨道交通类工程机械类电梯配件物流搬运机械类农机类其它机械类南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,精密铸造工艺复杂,其中工序主要包括工艺设计、压型设计及制造、浇注系统设计、压制蜡模、修补蜡模、蜡模组合、模组清洗脱脂、粘浆、撒砂、干燥、脱蜡、模料回用、型壳焙烧、合金熔化及浇注、脱壳、抛丸、去除浇冒口、清洗、初检、补焊、热处理、清砂、、抛光、二次检验等。
中国约在公元前1700~1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质多为原为固态但加热至液态的金属,而铸模的材料可以是砂、金属甚至陶瓷。因应不同要求,使用的方法也会有所不同。中文名铸造外文名Casting精密成形技术包括:精密铸造(湿膜精密成形铸造、刚型精密成形)这些技术地应用于汽车、洗衣机、家电、电器等产品关键件的生产,如进(排)气管、转向节、精密连杆及复杂轮廓件(如汽车车身)的制造,南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,精密铸造,就选南通方鼎精密铸造有限公司,有想法的可以来电!

中文名熔模精密铸造工艺外文名precision-investmentcasting别名熔模铸造或失蜡铸造,南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,熔模精密铸造是指用易熔材料制成可熔性模型,在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,将铸型放入焙烧炉中经过高温焙烧,铸型或型壳经焙烧后,于其中浇注熔融金属而得到铸件。南通方鼎精密铸造有限公司为您提供精密铸造,有需要可以联系我司哦!常州碳素钢精密铸造源头厂家
精密铸造,就选南通方鼎精密铸造有限公司,用户的信赖之选,有需求可以来电!常州碳素钢精密铸造源头厂家
南通方鼎精密铸造有限公司生产的铸钢件精密铸件矿山机械配件关键部件都是铸钢件,如锚杆配件,电缆滑轮的主要部件(天轮和矿车)。至于矿石加工用的破碎机和球磨机,由于运转时各部分受到的冲击载荷很大,颚板、锤头、村板都是高锰钢铸件,而机架多为碳钢或低合金钢铸件。汽车类轨道交通类工程机械类电梯配件物流搬运机械类农机类其它机械类南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,常州碳素钢精密铸造源头厂家

精密铸造又叫失蜡铸造,它的产品精密、复杂、接近于零件形状,可不加工或很少加工就直接使用,故熔模铸造是一种近净形成形的先进工艺。南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,我国古代:王子午鼎、铜禁、铜狮等等,都是熔模铸造的杰作。自20世纪40年代熔模铸造用于工业生产后,半个世纪中一直以较快的速度发展着。特别是欧美国家发展迅速。熔模铸造用于航空、兵器部门外,几乎应用于所有工业部门,特别是电子、石油、化工、能源、交通运输、轻工、纺织、制药、医疗器械、泵和阀等部门。近几年我国发展也迅速,南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金...
- 南京精密铸造流水线 2024-08-27
- 江苏精密铸造供应商 2024-08-27
- 连云港不锈钢精密铸造供应商 2024-08-26
- 无锡不锈钢精密铸造有限公司 2024-08-26
- 河北铸铁精密铸造 2024-08-26
- 水玻璃精密铸造流水线 2024-08-25
- 内蒙古精密铸造联系方式 2024-08-25
- 浙江硅溶胶精密铸造源头厂家 2024-08-24
- 青海铸铁精密铸造厂 2024-08-23
- 铸铁精密铸造铸钢 2024-08-22


- 常州铸钢精密铸造 2024-08-21
- 陕西轨道交通配件精密铸造有限公司 2024-08-20
- 内蒙古精密铸造 2024-08-20
- 河北轨道交通配件精密铸造厂家推荐 2024-08-18
- 苏州精密铸造联系方式 2024-08-18
- 青海不锈钢精密铸造多年行业经验 2024-08-17





- 新疆硅溶胶铸件多年行业经验 10-05
- 上海卡车铸件源头厂家 10-03
- 新疆机械铸件联系方式 09-30
- 浙江农机铸件铸钢 09-28
- 重庆水玻璃铸件厂家 09-27
- 青海精密铸件厂 09-26
- 湖北工程机械配件铸件来图 09-24
- 青海机械铸件流水线 09-24
- 内蒙古硅溶胶铸件流水线 09-23
- 新疆铸件来图 09-23