颗粒包装机的出现,不仅较大程度上提高了包装效率,降低了生产成本,还为产品的质量和安全提供了有力保障。它的出现,是现代工业生产技术发展的一个缩影,也是科技进步为人类社会带来的巨大福祉。在现代工业生产中,自动化设备的应用极大地提高了生产效率和产品质量。其中,全自动颗粒包装机作为一种重要的包装设备,在食品、医药、化工等行业中发挥着至关重要的作用。应用场景:食品行业:如糖果、坚果、茶叶等颗粒状食品的包装。医药行业:如药片、胶囊等医药产品的定量包装。化工行业:如化肥、种子等化工产品的包装。日用品行业:如洗衣粉、调味品等颗粒状日用品的包装。机器具备自动计数功能,方便统计生产数量。陕西量杯颗粒包装机

用途,适用于颗粒类产品的自动袋包装机产品。一般机器可以自动完成计量、填料、封合及切断等全部工作。多用容积法计量,有些机型还装有可靠的光电检测系统,使用印有光电标记的包装材料时,可获得完整的商标图案。颗粒包装机在不同的领域都有应用,它的应用可以说是非常普遍,下面来详细了解一下颗粒包装机的用途。颗粒包装机能够在颗粒状物料的生产中,对产品起到更好的保护作用,而且颗粒状物料产品种类繁多,产量各异,在进行标准生产时有一定的难度;采用颗粒包装机能够很好地解决生产方面的问题,并且由于颗粒包装机的合理工序安排,能够使得包装对于产品除了有保护作用之外,也有一定的对于产品展示特性的保护。上海大型颗粒包装机批发采用先进的PLC控制系统,实现精确控制。

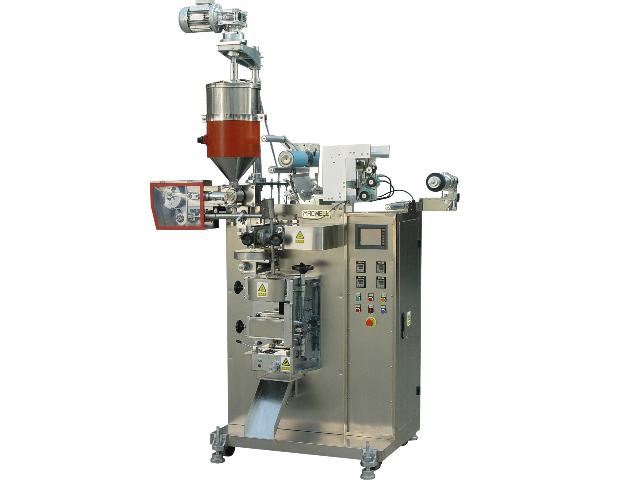
自动颗粒包装机是一种常见的包装设备,普遍应用于化工、医药、食品等领域,是实现高效包装的重要设备之一。那么,什么是自动颗粒包装机呢?它有什么特点呢?接下来,我们就来了解一下这种自动化包装设备。一、智能化控制,自动颗粒包装机采用智能化控制系统,可以实现参数自动调整、运行状态的实时监控等功能,并且可以存储和调取多种不同规格和型号的包装袋参数,提高了生产过程的一致性和可控性。二、模块化设计,自动颗粒包装机采用模块化设计,并且配备了各种不同的配件、附件和接口,可以根据实际需要灵活组装和定制,以满足不同行业、不同规模、不同物料的自动化包装需求。
颗粒自动包装机适用于橡胶颗粒、塑胶颗粒、肥料颗粒、饲料颗粒、化工颗粒、粮食颗粒、建材颗粒、金属颗粒封颗粒物料的定量包装。包装机械普遍应用到农产品、医药、食品、日化等各个领域。颗粒包装机的包装重量范围一般在二十克到二千克,用来包装各种颗粒物料,机器工作效率高,所需能耗少。此外,颗粒自动包装机还有一些特殊类型,例如斜坡推袋包装机和自动卸袋分装机。斜坡推袋包装机是一种常见的颗粒粉末包装设备,它具有体积小、重量轻、操作简便、包装速度快、精度高等优点。自动卸袋分装机则是一种特殊的包装设备,它主要用于将已经包装好的袋子自动拆开并分别分装到多个小袋子中。药品颗粒包装机遵循GMP标准,确保药品质量。

颗粒包装机的基本概念和组成,颗粒包装机是一种自动化设备,主要用于将颗粒状的物质进行包装。颗粒包装机的作用和适用领域,颗粒包装机可以普遍应用于食品、化工、医药等行业。具体而言,它能够实现以下作用:1. 提高包装效率:颗粒包装机能够进行自动化包装,省去了手动包装的时间和人力成本,较大程度上提高了包装效率。2. 提高产品质量:颗粒包装机能够精确地进行计量、控制,保证了产品的包装一致性和准确性。3. 降低生产成本:颗粒包装机能够自动完成包装过程,省去了人工包装的费用,降低了生产成本。机器具备自我保护功能,确保运行安全。陕西量杯颗粒包装机
颗粒包装机采用模块化设计,便于维修和更换部件。陕西量杯颗粒包装机
药品全自动颗粒包装机的优势:1.高精度:药品全自动颗粒包装机采用先进的计量技术,能够精确控制每包药品颗粒的剂量,减少包装误差,确保药品的疗效和安全性。这对于制药行业而言尤为重要,尤其是对于剂量要求严格的药品。2.高效性:该设备的自动化操作使其能够在短时间内完成大量药品颗粒的包装工作,大幅提升了生产效率,满足了大规模生产的需求。同时,设备的高速运转也保证了生产的连续性和稳定性。3.节省人力:由于该设备的高度自动化操作,整个包装过程无需过多的人工干预。这不仅降低了劳动成本,还减少了人工操作带来的误差和质量波动。陕西量杯颗粒包装机