颗粒自动包装机的原理,颗粒自动包装机是一种利用先进的电子控制技术和智能化系统实现自动化包装的设备。其工作原理是,将要包装的颗粒物料放置在存储仓中,经过自动计量、上料、下料、制袋、封口、打印等一系列动作,将颗粒物料自动包装成袋状产品并输出,完成整个包装过程。综上所述,颗粒自动包装机是一种高效、自动化的包装设备,应用普遍涉及食品、医药、化工等多个行业。随着科技进步和人们的需求增加,颗粒自动包装机的应用前景非常广阔。机器具备故障自检功能,便于快速解决问题。深圳粉末颗粒包装机

颗粒全自动包装机的优势:提高效率:颗粒全自动包装机具有的生产能力,可大幅缩短高效生产周期,降低生产成本。质量保证:由于其努力的特点,可有效保证产品质量,减少不良品率。节约成本:颗粒全自动包装机能够减少大量人工干预,有效降低人力成本。同时,精确的计量系统可以降低原材料的浪费。增强市场竞争力:营养素的包装设计可满足不同客户的需求,提升产品的市场竞争力。颗粒全自动包装机作为工业4.0时代的产品,为企业带来了巨大的便利和效益。在选择和使用过程中,企业应充分考虑自身实际情况,合理配置资源,才能充分发挥其优势,提升企业的综合竞争力。深圳粉末颗粒包装机立式颗粒包装机结构紧凑,占地面积小,适用于中小型生产企业。

自动颗粒包装机是一种自动化包装设备,主要用于粉末、颗粒状物料等的自动化包装。其主要特点有以下几个方面:一、自动化,自动颗粒包装机在包装过程中可以实现自动送料、计量、给袋、封口等一系列动作,具备高效自动化功能。此外,自动颗粒包装机还可以实现自动清洁和换袋等功能,节省了人力和时间成本。二、精度计量,自动颗粒包装机采用多种传感器和计量控制技术,能够快速而准确地实现物料的计量,保证了包装质量和生产效率的稳定性。
药品全自动颗粒包装机通过高效、精确和稳定的性能,确保药品安全、卫生。其智能化设计提升生产效率,减少误差,满足制药行业高要求。随着技术发展,该设备将更智能、环保,助力制药企业提升竞争力。 随着制药行业的不断发展,对药品包装的要求也越来越高。药品的包装不仅要确保其安全、卫生,还要在储存、运输和使用过程中保持药品的质量。药品全自动颗粒包装机作为一种专门用于药品颗粒包装的设备,凭借其高效、精确和稳定的性能,成为了制药企业不可或缺的包装工具。本文将探讨药品全自动颗粒包装机的工作原理、优势及其在制药行业中的应用。颗粒包装机作用在于提高包装效率,降低人工成本。

颗粒包装机应用范围 :除了各种类型的食品类产品外 ,也适用于日化 、等行业领域 ;3 .优势 :能实现按需定量装填,减少浪费 ,易于调整和提高劳动生产率 。4.注意事项: 需要保持机器干燥和清洁的环境避免有尘埃或金属粉末掉入以免造成短路故障 ;需要定期维护保养确保使用性能良好; 在材料方面应注意与机型匹配的问题不能滥用或者乱用。此外,在出现突发问题时应及时停机和检查,排除隐患以保证设备的正常运行和使用寿命。总的来说,,选择合适的厂家要综合对比品牌度以及市场口碑还有技术支持等多方面的因素来考虑。颗粒包装机适用于不同粒度范围的物料包装。深圳粉末颗粒包装机
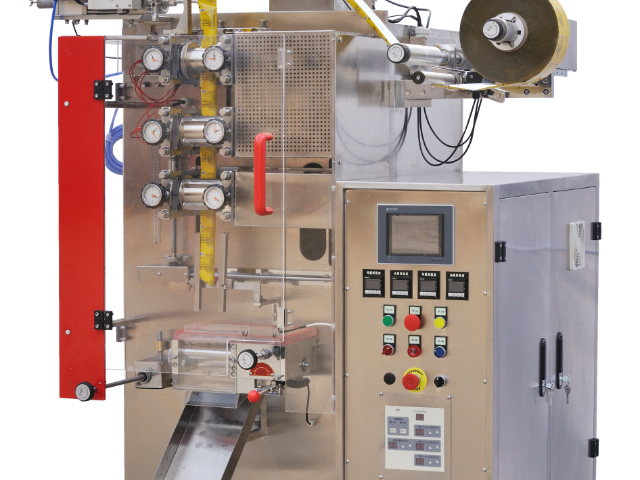
颗粒包装机可搭配自动称重、金属检测等设备,提升包装效果。深圳粉末颗粒包装机
颗粒自动包装机的发展趋势:1.智能化与自动化:未来,颗粒自动包装机将进一步向智能化和自动化方向发展。通过集成物联网(IoT)技术和大数据分析,设备可以实现远程监控、预测性维护和生产优化,提高生产效率和设备利用率。2.环保与可持续:随着环保意识的增强,颗粒自动包装机将更加注重环保材料的使用和能源效率的提升。设备制造商将开发更加环保和可持续的解决方案,减少对环境的影响。3.多功能与柔性化:为了满足多样化的市场需求,颗粒自动包装机将朝着多功能和柔性化方向发展。设备将具备更强的适应能力,能够快速调整以适应不同产品和包装形式的需求。4.人机协作:未来的包装机将更多地引入人机协作机器人,结合人工智能(AI)技术,实现更高效、更安全的包装作业。深圳粉末颗粒包装机