尽管瑕疵检测技术取得了长足进步,但仍存在若干瓶颈。首先,“数据饥渴”与“零缺陷”学习的矛盾突出:深度学习需要大量缺陷样本,但现实中追求的目标恰恰是缺陷极少出现,如何利用极少量的缺陷样本甚至用正常样本进行训练(如采用自编码器、One-Class SVM进行异常检测)是一个热门研究方向。其次,模型的泛化...
瑕疵检测系统基本参数
- 品牌
- 熙岳智能
- 型号
- 瑕疵检测系统
- 适用范围
- 零件瑕疵显微检测系统
- 产地
- 中国南京
- 厂家
- 南京熙岳智能科技有限公司
瑕疵检测系统企业商机
随着产品结构的日益复杂和精度要求的不断提升,凭2D图像信息已无法满足所有检测需求。3D视觉技术在瑕疵检测中的应用正迅速增长。通过激光三角测量、结构光或飞行时间(ToF)等原理,3D传感器能快速获取物体表面的三维点云数据。这带来了极大的优势:它可以直接测量高度、平面度、共面性、体积等尺寸信息,不受物体表面颜色和纹理变化的影响。例如,检测手机外壳的装配缝隙、电池的鼓包、焊接点的饱满度,或是注塑件的缩痕,3D检测是直接有效的方法。更进一步,将2D视觉的高分辨率纹理、颜色信息与3D视觉的精确形貌信息相结合,即多传感器融合,能构建更多的产品数字孪生体,实现“所见即所得”的全维度检测。例如,在检测一个精密齿轮时,2D相机可以检查齿面的划痕和锈蚀,而3D传感器可以精确测量每个齿的轮廓度和齿距误差。这种融合系统通过数据配准和联合分析,能发现单一传感器无法识别的复合型缺陷,提升了检测系统的能力和可靠性,尤其适用于精密制造和自动化装配的在线验证。实时反馈可以与生产线控制系统联动,调整工艺参数。南通密封盖瑕疵检测系统

一个成功的瑕疵检测系统不仅是算法的胜利,更是复杂系统工程集成的成果。它必须作为一台“智能设备”无缝嵌入到现有的自动化生产线中。这涉及到精密的机械设计:包括传送带的同步控制、产品的精确定位与翻转机构、不合格品的自动剔除装置(如气动推杆、机械臂)。在电气层面,需要与可编程逻辑控制器(PLC)进行实时通信,接收触发信号、发送检测结果和统计报表,并可能集成安全光幕、急停按钮等工业安全组件。软件层面,除了检测算法软件,还需要开发友好的人机界面(HMI),供操作工进行参数设置、查看实时结果、追溯历史数据。此外,系统必须考虑产线的实际环境:应对振动、灰尘、温度波动、电磁干扰等恶劣条件,这意味着设备需要具备坚固的防护等级(如IP65)。集成过程是一个跨学科协作的过程,需要机器视觉工程师、自动化工程师、机械工程师和现场工艺人员的紧密配合,通过反复的调试与验证,确保系统在高速运行下稳定可靠,实现真正的“零”停机质检。江苏木材瑕疵检测系统技术参数集成机器人可实现检测后的自动分拣。

未来的瑕疵检测系统将超越单纯的“找毛病”功能,向着具备更高层级的“感知”与“认知”能力进化。所谓“感知”,是指系统能通过多模态传感器(视觉、触觉、声学、热成像等)更加地感知产品状态,甚至能判断一些功能性缺陷,如通过热成像检测电路板的短路发热点。而“认知”则意味着系统能够理解缺陷的成因和影响。例如,通过知识图谱技术,将检测到的缺陷模式与材料特性、加工工艺、设备状态等背景知识关联起来,自动推理出可能的生产环节问题,并给出维修或调整建议。更进一步,系统可以与上游的设计软件(如CAD)和下游的维修机器人联动:检测到装配错误时,直接指导机器人进行修正;或发现一种新的、未预定义的缺陷模式时,能自动将其聚类、标注,并提示工程师进行审核和学习,实现系统的自我进化。瑕疵检测系统将从一个个的质检关卡,演变为一个贯穿产品全生命周期的、具有自学习和决策支持能力的智能质量感知节点,成为实现真正自适应、自优化的智能工厂的神经末梢。
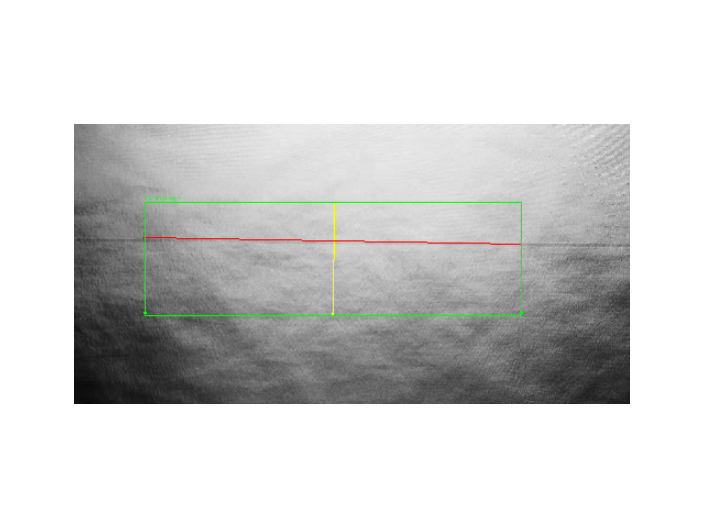
在深度学习普及之前,瑕疵检测主要依赖于一系列经典的数字图像处理算法。这些算法通常遵循一个标准的处理流程:图像预处理、特征提取与分类决策。预处理包括灰度化、滤波(如高斯滤波去噪、中值滤波去椒盐噪声)、图像增强(如直方图均衡化以提高对比度)等,旨在改善图像质量。特征提取是关键步骤,旨在将图像转换为可量化的特征向量,常用方法包括:基于形态学的操作(如开运算、闭运算)检测颗粒或孔洞;边缘检测算子(如Sobel、Canny)寻找划痕或边界缺损;纹理分析算法(如灰度共生矩阵GLCM、局部二值模式LBP)鉴别织物或金属表面的纹理异常;基于阈值的分割(如全局阈值、自适应阈值)分离前景与背景;以及斑点分析、模板匹配(归一化互相关)等。通过设定规则或简单的分类器(如支持向量机SVM)对提取的特征进行判断。这些传统方法在场景可控、光照稳定、瑕疵特征明显且与背景差异大的应用中表现良好,且具有算法透明、可预测、计算资源要求相对较低的优点。然而,其局限性也显而易见:严重依赖经验进行特征工程,算法泛化能力差,对光照变化、产品位置轻微偏移、复杂背景或新型未知瑕疵的鲁棒性不足,难以应对日益增长的检测复杂性需求。深度学习模型通过大量样本训练,可检测复杂瑕疵。

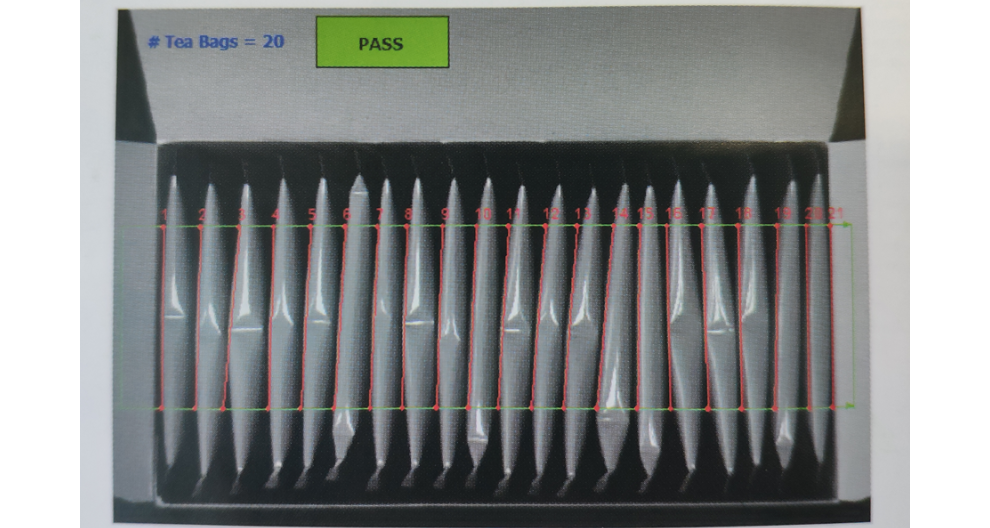
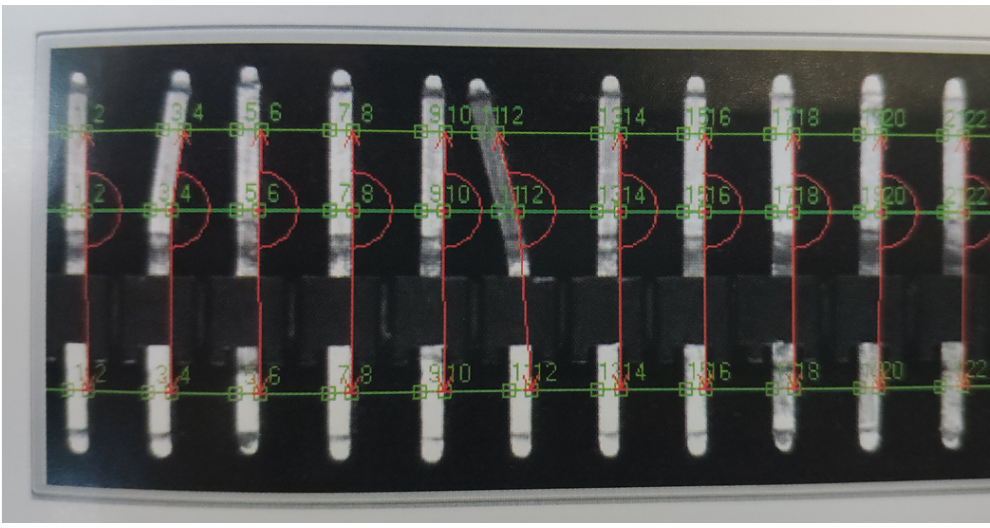
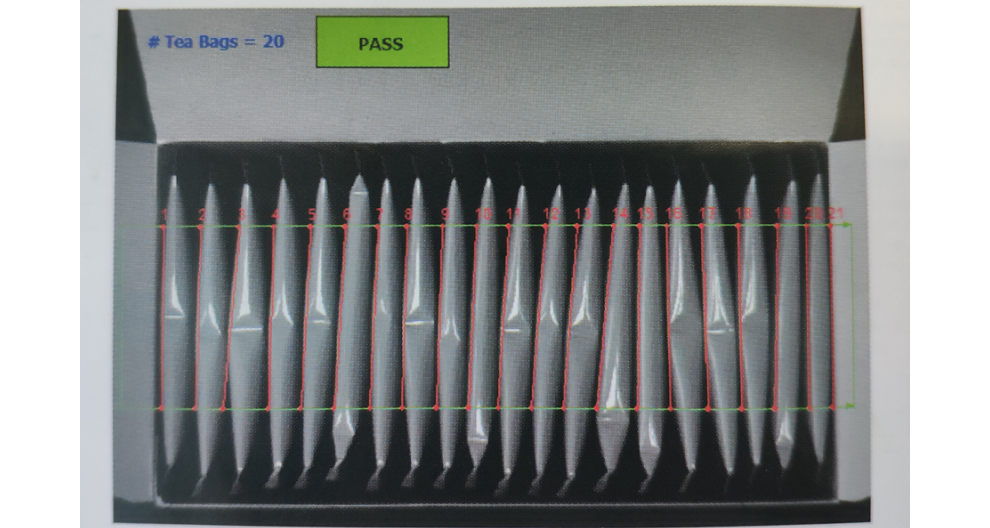
许多瑕疵不仅体现在表面纹理或颜色上,更表现为几何尺寸的偏差或三维形状的异常。2D视觉在测量高度、深度、平面度、体积等方面存在局限,而3D视觉技术提供了解决方案。主流的3D成像技术包括:1)激光三角测量:通过激光线或点阵投影到物体表面,相机从另一角度观察激光线的变形,计算出高度信息,适用于轮廓测量和较大物体的表面形貌扫描。2)结构光(如条纹投影、格雷码):向物体投射编码的光图案,通过图案变形解算出完整的三维点云,速度快、精度高,常用于复杂形状的在线检测。3)立体视觉:模仿人眼,用两个相机从不同视角拍摄,通过匹配对应点计算深度。4)飞行时间法(ToF):测量光脉冲的往返时间得到距离。3D检测系统可以精确测量零件的关键尺寸(如长宽高、孔径、间距)、平面度、真圆度、共面性、翘曲变形等,并据此判断是否为缺陷。例如,检测电子连接器的引脚共面度、汽车零部件的装配间隙、焊接后的焊缝凸起高度(焊瘤)或凹陷。3D点云数据的处理算法(如点云配准、分割、特征提取)相比2D图像处理更为复杂,但能提供无可替代的几何信息维度。在印刷品检测中,色彩偏移和字符缺损是常见问题。江苏电池片阵列排布瑕疵检测系统私人定做
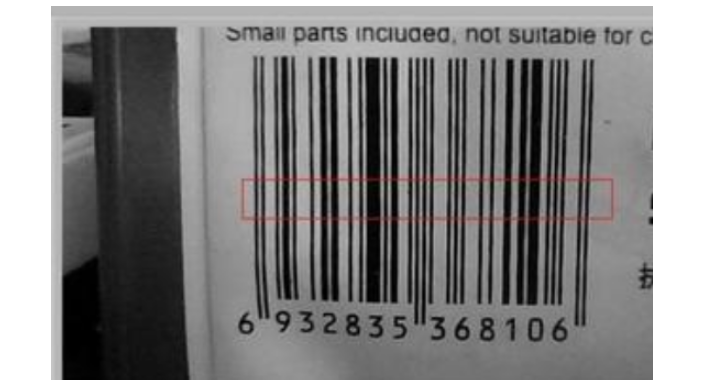
模板匹配适用于固定位置、固定样式的缺陷查找。南通密封盖瑕疵检测系统
企业投资瑕疵检测系统本质上是一项经济决策,需进行严谨的成本效益分析。成本不仅包括显性的设备采购费用(相机、镜头、光源、工控机、软件授权),还包括隐性的集成、调试、培训、维护成本以及可能的产线改造费用。效益则体现在多个维度:直接的是减少漏检导致的客户退货、索赔和信誉损失,以及降低复检、返工的人工成本。更重要的是,它通过实时数据反馈,帮助工艺人员快速定位问题根源,减少废品率,提升整体良品率(OEE)。量化这些效益需要结合历史质量数据和生产数据。投资回报周期通常通过计算“年化收益”与“总投入”的比值来评估。例如,一套系统投入50万元,每年因减少废品和人工可节约30万元,并避免了潜在的重大客诉损失50万元,则投资回收期可能在一年以内。此外,分析还需考虑无形价值,如满足客户准入资格、实现生产数字化为后续优化提供数据基础等。一份评估报告应包含保守、一般和乐观三种情景下的财务测算,以支持管理决策。南通密封盖瑕疵检测系统
与瑕疵检测系统相关的文章

天津铅酸电池瑕疵检测系统
- 苏州篦冷机工况瑕疵检测系统定制价格 2026-01-23
- 广东密封盖瑕疵检测系统性能 2026-01-23
- 无锡线扫激光瑕疵检测系统按需定制 2026-01-23
- 杭州线扫激光瑕疵检测系统供应商 2026-01-22
- 上海木材瑕疵检测系统定制价格 2026-01-22
- 盐城线扫激光瑕疵检测系统趋势 2026-01-22
- 淮安电池瑕疵检测系统服务价格 2026-01-22
- 山东铅板瑕疵检测系统技术参数 2026-01-22
- 扬州电池瑕疵检测系统趋势 2026-01-21
- 四川线扫激光瑕疵检测系统用途 2026-01-21
- 安徽铅酸电池瑕疵检测系统案例 2026-01-21
- 安徽篦冷机工况瑕疵检测系统售价 2026-01-21
与瑕疵检测系统相关的产品




与瑕疵检测系统相关的新闻
-
无锡电池瑕疵检测系统趋势 2026-01-21 23:02:06瑕疵检测的应用远不止电子行业。在纺织业,系统能实时检测布匹的断经、纬疵、污渍、色差、孔洞等,速度可达每分钟数百米,并通过深度学习识别复杂的纹理瑕疵。在金属加工(如钢板、铝箔、汽车板)中,系统检测裂纹、凹坑、辊印、锈斑,并与自动分级系统联动。在锂电池生产中,极片涂布的一致性、隔膜的瑕疵、电芯的封装密封...
-
南通密封盖瑕疵检测系统 2026-01-21 00:12:10随着产品结构的日益复杂和精度要求的不断提升,凭2D图像信息已无法满足所有检测需求。3D视觉技术在瑕疵检测中的应用正迅速增长。通过激光三角测量、结构光或飞行时间(ToF)等原理,3D传感器能快速获取物体表面的三维点云数据。这带来了极大的优势:它可以直接测量高度、平面度、共面性、体积等尺寸信息,不受物体...
-
上海铅酸电池瑕疵检测系统 2026-01-21 11:01:36瑕疵检测的应用远不止电子行业。在纺织业,系统能实时检测布匹的断经、纬疵、污渍、色差、孔洞等,速度可达每分钟数百米,并通过深度学习识别复杂的纹理瑕疵。在金属加工(如钢板、铝箔、汽车板)中,系统检测裂纹、凹坑、辊印、锈斑,并与自动分级系统联动。在锂电池生产中,极片涂布的一致性、隔膜的瑕疵、电芯的封装密封...
-
苏州传送带跑偏瑕疵检测系统供应商 2026-01-21 09:01:34系统的硬件是确保图像质量的基础,直接决定了检测能力的上限。成像单元中,工业相机的选择(面阵或线阵)取决于检测速度与精度要求;镜头的光学分辨率、景深和畸变控制至关重要;而光源方案的设计更是“灵魂”所在,其目的是创造比较好的对比度,使瑕疵“无处遁形”。例如,对透明材料的气泡检测常用背光,对表面划痕采用低...
与瑕疵检测系统相关的问题
新闻资讯
产品推荐
-
北京智能定制机器视觉检测服务定制价格
2026-01-27 -

山东果蔬智能采摘机器人售价
2026-01-27 -
江西压装机定制机器视觉检测服务处理方法
2026-01-27 -
上海压装机定制机器视觉检测服务性能
2026-01-26 -
天津电池片阵列排布定制机器视觉检测服务供应商
2026-01-26 -
广东密封盖定制机器视觉检测服务售价
2026-01-26 -
北京冲网定制机器视觉检测服务售价
2026-01-26 -
浙江铅板定制机器视觉检测服务性能
2026-01-26 -

电池片阵列排布定制机器视觉检测服务供应商
2026-01-26