ST1 阶段的力 - 位传感自适应浮动开孔单元在应对油箱材质差异时展现出强大的适应性。不同型号的新能源汽车燃油箱可能采用不同的材质或厚度,这对开孔加工的力度和速度要求各不相同。力 - 位传感单元能够实时感知开孔过程中机器人与油箱之间的作用力变化,根据材质的硬度自动调整开孔力度:对于较硬的材质,适当增大力度以保证开孔效率;对于较软或较薄的材质,则减小力度防止过度损伤。同时,位置传感功能确保开孔位置不受材质不均匀导致的微小变形影响,始终保持微米级的加工精度。这种对材质差异的自适应能力,使得生产线能够兼容多种材质的油箱加工,扩大了生产线的适用范围。泵口温度异常时系统联动调整各工位加工参数。中山多版本汽车燃油箱柔性生产线价格咨询
ST1 阶段的废料同步自动回收检测功能对生产过程的持续改进具有重要意义。回收的废料不仅经过分类处理实现资源再利用,其检测数据还被反馈至生产管理系统。系统通过分析废料的数量、形状、产生位置等信息,能够识别开孔加工过程中可能存在的问题,如刀具磨损、参数设置不合理等。例如,若某一时间段内废料数量突然增加或形状异常,系统会提示操作人员检查刀具状态或调整开孔参数;通过长期的废料数据分析,还可以优化刀具更换周期和加工参数设置,减少废料产生,提高材料利用率和加工质量。这种基于废料数据的持续改进模式,促进了生产线的精益生产水平不断提升。佛山附近哪里有汽车燃油箱柔性生产线种类ST2 移栽、送料与机器人动作毫秒级协调,减少等待。

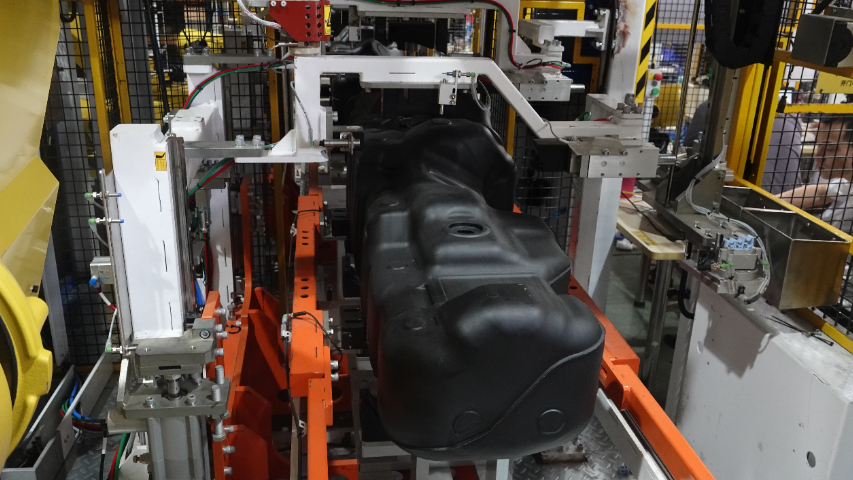
ST2 阶段的精密焊接工艺对油箱的密封性和结构强度具有决定性影响,是保障新能源汽车燃油箱安全性能的关键。焊接过程中,机器人通过精确控制焊接热输入,确保焊缝区域的金属充分熔合而又不产生过度烧穿或变形。对于油箱的关键密封部位,如接口与箱体的连接,采用多层焊接或脉冲焊接技术,增强焊缝的密封性和抗疲劳性能;对于结构受力部位,则通过优化焊缝形状和尺寸,提高焊接强度。同时,焊接后的焊缝表面光滑平整,减少了应力集中,提高了油箱的使用寿命。精密焊接工艺的严格控制,使得油箱能够承受燃油箱在使用过程中的压力变化、振动等工况,确保无燃油泄漏等安全事故发生。
ST2 阶段的送料机构与机器人的协同运作,展现了汽车油箱柔性生产线高度的自动化协同能力。送料机构能够根据生产节奏自动将所需的加工物料输送至指定位置,确保机器人能够及时取件。机器人则通过精确的定位和抓取动作,自动从送料机构上取件,并将其准确地放置在油箱的待加工位置。这种协同运作模式消除了人工送料和取件带来的延迟和误差,使整个加工过程更加连贯和高效。同时,送料机构和机器人的动作精度都经过了严格的校准,确保了物料的供给和放置位置的准确性,为后续的无屑切孔和精密焊接提供了良好的基础。ST2 机器人无屑切孔技术避免切屑污染,保障油箱清洁。

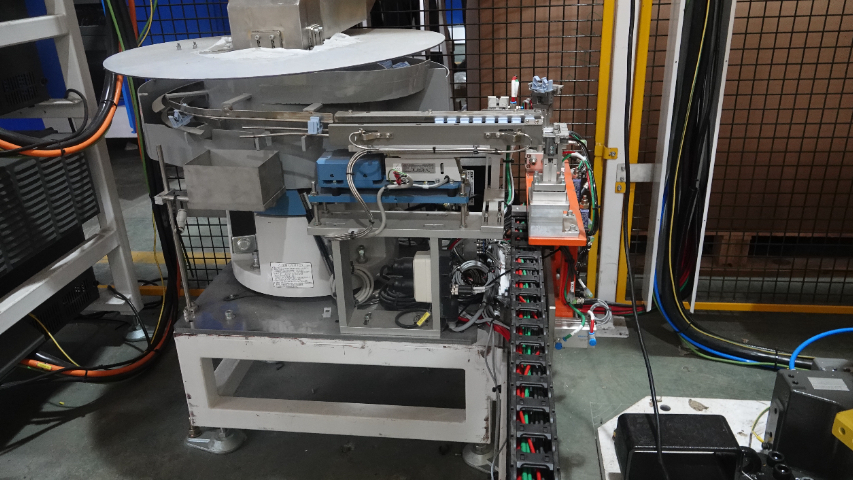
ST1 阶段的高可靠性定向供料单元采用的物料状态实时验证技术,是实现生产零差错的重要保障。该单元通过视觉检测、尺寸测量等多种手段,对供给的物料进行状态验证:检查物料的型号是否与当前加工的油箱匹配,尺寸是否在合格范围内,外观是否存在损伤、变形等缺陷。验证过程在物料供给的同时实时进行,一旦发现不合格物料,单元会立即启动剔除机制,将不合格物料送入废料箱,并向控制系统发出警报,提示操作人员补充合格物料。这种实时验证和快速响应的机制,确保了只有合格的物料才能进入加工环节,从源头避免了因物料问题导致的加工缺陷和生产浪费,实现了生产过程的零差错目标。HMI 参数模板调用缩短换型时间,提升操作效率。广州远望智能汽车燃油箱柔性生产线哪个好
MES 设备分析优化维护计划,降低故障停机时间。中山多版本汽车燃油箱柔性生产线价格咨询
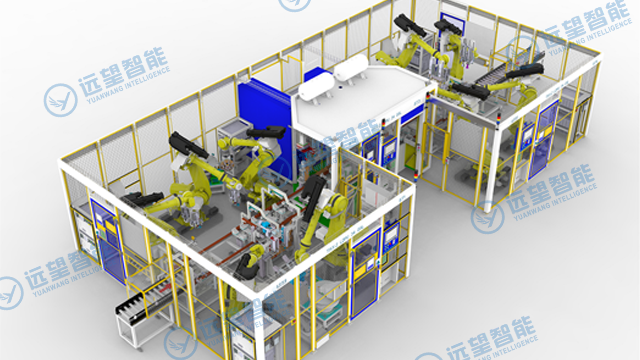
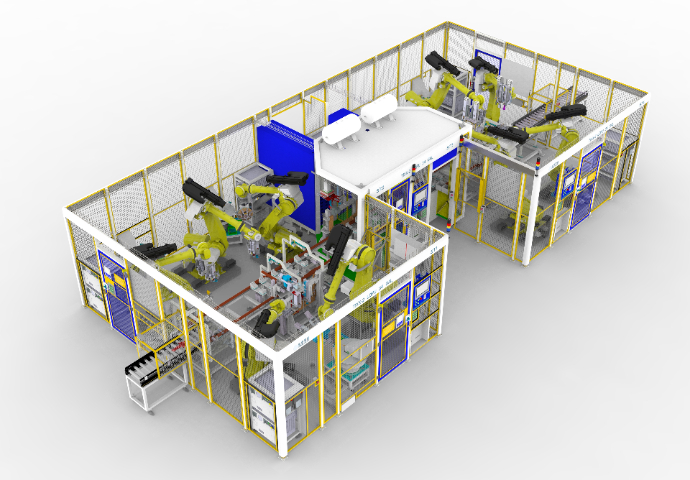
汽车油箱柔性生产线的全自动换型系统是实现多品种、小批量生产的关键技术支撑。该系统集成了先进的机器人控制技术、传感器技术和软件算法,能够在接到换型指令后,自动完成机器人末端执行器的更换、加工参数的调整、物料供给的切换等一系列操作。对于多达六款型号的油箱,系统能够在 30 秒内完成全流程的无人切换,整个过程无需人工干预。在换型过程中,系统会自动验证各环节的正确性,确保换型后的设备状态和参数设置符合新型号油箱的加工要求。这种快速换型能力,使得生产线能够灵活应对市场对不同型号油箱的需求变化,提高了生产的柔性和市场响应速度。中山多版本汽车燃油箱柔性生产线价格咨询