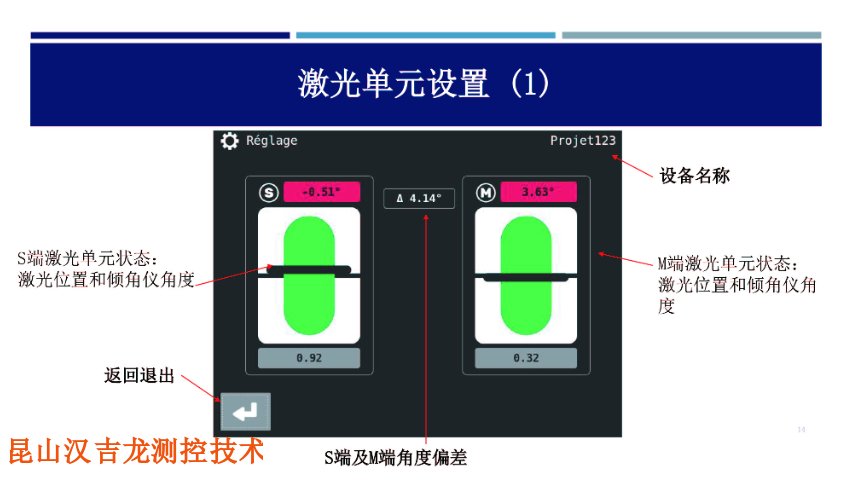
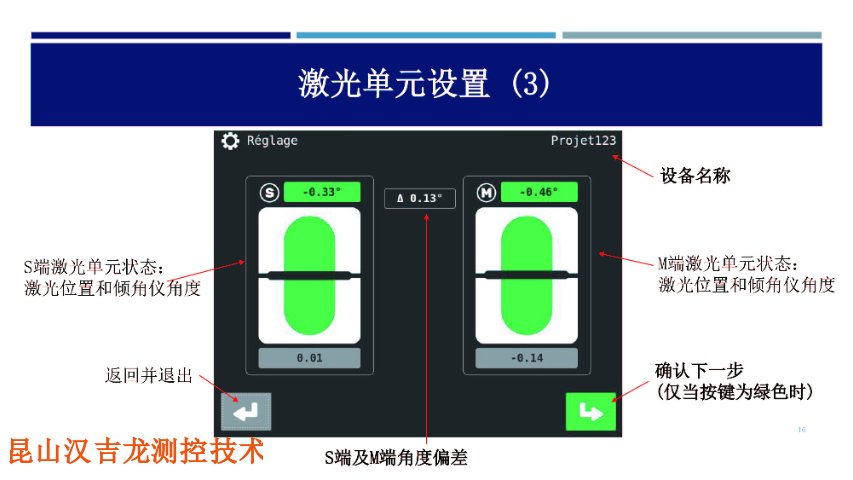
以柔性联轴器校准为例,实时数据验证的操作步骤通常包括:安装与初始校准:将激光发射器、探测器分别固定在电机轴与泵轴上,确保与轴同心,激光束投射至探测器中心后,系统自动采集初始偏差数据并显示在屏幕上。动态调整与数据监测:根据屏幕提示调整设备地脚(如增减垫片、左右平移),过程中实时观察径向/轴向偏差值变化...
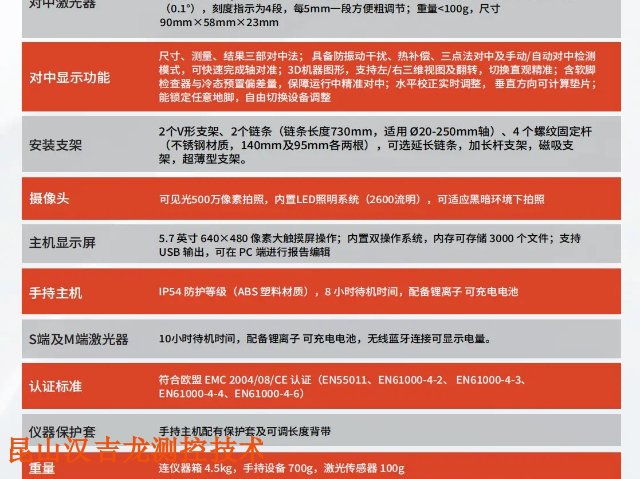
激光联轴器对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER
- 型号
- AS500
- 类型
- 激光对中仪
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
激光联轴器对中仪企业商机
HOJOLO激光联轴器对中仪通过硬件防护升级、多维度补偿算法及抗干扰技术,在粉尘、高温、高振动等恶劣工况下可保持稳定校准精度,其**优势体现在针对性的工况适配设计与实际工业场景验证中,具体分析如下:一、恶劣工况的**挑战与HOJOLO的适配能力工业场景中的“恶劣工况”主要包括粉尘潮湿、高温温差、强电磁干扰、高振动冲击四类,HOJOLO通过差异化技术配置实现精度稳定:1.粉尘与潮湿环境(如水泥厂、造纸厂)防护等级保障:全系产品达到IP54防护标准,外壳采用高精度复合材质,可抵御粉尘侵入(5级防尘)与任意方向的水溅(4级防水),避免传感器镜头污染或电路受潮短路;镜头清洁设计:激光发射器与CCD探测器镜头配备可拆卸防尘盖,表面镀膜具备抗油污特性,即使在粉尘浓度≥10mg/m³的水泥厂环境,仍能保持光斑接收效率≥95%,较无防护设计机型精度衰减降低80%;实际案例:某钢铁厂转炉风机轴系校准(粉尘浓度15mg/m³,相对湿度85%)中,HOJOLOAS500机型连续工作4小时,测量偏差波动≤±0.003mm,完全满足风机对中公差(≤0.01mm)要求。如何判断激光联轴器对中仪是否需要校准?工厂激光联轴器对中仪制造商
激光联轴器对中仪
激光对中仪需通过多维度技术设计抵消长距传输中的精度损耗,**稳定机制包括:1.激光传输与探测优化低发散角激光设计:工业长距级机型采用发散角≤(普通机型为),跨距20m时光斑直径可控制在2mm以内,避免探测器接收信号失真;高灵敏度信号增强:CCD探测器搭载数字信号处理(DSP)芯片,可放大微弱激光信号(比较低探测阈值μW),即使跨距30m仍能捕捉。2.环境干扰补偿算法大气折射补偿:通过内置温度-湿度传感器实时采集环境参数,利用折射率修正公式(n=1+×T/273,T为环境温度)补偿空气密度变化导致的激光折射偏差,温度波动±5℃时精度修正量≤±;振动与倾斜修正:集成高精度数字倾角仪(精度°)与振动传感器,实时修正设备安装倾斜(≤3°)及基础振动(≤5mm/s)引发的基准偏移,确保测量基准稳定性。3.安装基准与数据验证无线组网同步:多传感器无线组网(传输延迟≤10ms)实现轴系多截面同步测量,避**截面测量的基准偏差,如印刷机多滚筒轴校准中,通过3组传感器同步采集数据,平行度精度提升至±;3D动态视图校准:(绿/黄/红三色标记公差范围),操作人员可直观判断调整方向,减少反复测量导致的累积误差。 工厂激光联轴器对中仪制造商激光联轴器对中仪针对不同材质的联轴器,校准精度是否一致?
在复杂工业场景中,动态补偿技术的作用尤为***,以下为两类典型案例:高温压缩机校准:某石化厂丙烯压缩机(运行温度80℃,转速3000rpm),未启用动态补偿时,冷态校准的径向偏差为0.01mm,但热态运行时因轴系热膨胀,实际偏差达0.035mm;启用AS500的热膨胀补偿与双激光振动补偿后,冷态校准预留0.009mm热膨胀量,热态实际偏差控制在0.012mm内,轴承寿命延长80%。高振动泵组校准:某电厂给水泵(转速1500rpm,振动幅值0.3mm/s),单激光测量显示径向偏差0.025mm,启用双激光对比补偿后,剔除支架共振干扰,真实偏差*0.008mm,调整后振动幅值降至0.1mm/s以下。激光联轴器对中仪的动态补偿技术,本质是通过“传感器感知干扰-算法剥离噪声-实时修正偏差”的协同机制,将工况动态变化对校准精度的影响降至比较低。HOJOLO等品牌的**型号通过多技术集成,已实现对振动、温度、安装偏差等多类型干扰的精细补偿,确保在复杂工况下仍能输出可靠的对中数据。
激光联轴器对中仪在高振动设备上的校准精度是否达标,取决于设备抗振设计、振动参数匹配度及现场操作控制,并非所有机型都能满足高振动场景需求。结合行业标准(如ISO1940、ISO10816)与实际应用案例,可从抗振性能分级、**技术保障、场景适配验证三方面展开分析:一、激光对中仪抗振性能的分级标准与精度阈值工业场景中“高振动”的定义需结合设备类型(如泵、压缩机、破碎机),通常以振动速度(mm/s)或加速度(g)量化,激光对中仪的抗振能力对应分为三个等级,其精度表现差异***:1.基础抗振级(适用于低振动设备)抗振范围:振动速度≤5mm/s(加速度≤0.2g),对应风机、普通水泵等设备;典型机型:单激光入门级机型(如部分国产单光束设备);精度表现:振动环境下位移测量偏差会从静态的±0.001mm增至±0.005mm,角度偏差从±0.001°增至±0.003°,仍能满足一般工业设备(允许偏差≤0.01mm)的校准需求,但无法应对高振动场景。激光联轴器对中仪的校准精度是否支持实时数据验证?
HOJOLO各系列产品因硬件配置不同,精度漂移的速率和幅度存在明显差异:**型号(如AS500):采用双激光束技术与动态补偿算法,可实时修正热变形、振动带来的误差,且**部件(如高分辨率CCD)寿命更长,正常维护下,年精度漂移量可控制在≤0.0005mm,适用于精密设备长期监测。中端及基础型号(如AS300、手持式设备):缺乏双光束补偿或智能校准功能,精度漂移速率较快,例如AS300在恶劣工况下使用1年后,直线度误差可能从0.005mm/m增至0.008mm/m,需缩短校准周期(建议每6-12个月校准一次)汉吉龙测控技术。激光联轴器对中仪校准柔性联轴器的具体步骤是什么?工厂激光联轴器对中仪制造商
激光联轴器对中仪的校准精度能否满足 ISO 国际标准要求?工厂激光联轴器对中仪制造商
柔性联轴器的专项精度控制方案针对柔性联轴器的弹性形变特性,激光对中仪需通过算法优化与校准流程调整确保精度有效性:动态补偿算法适配:HOJOLO系列搭载柔性联轴器专属校准模式,可输入弹性体材质(如聚氨酯、橡胶)的弹性模量参数,计算偏差补偿余量。例如某化工泵采用聚氨酯弹性联轴器,校准前径向偏差0.12mm,通过算法修正后,实际控制偏差降至0.03mm,避免弹性体过度形变导致的疲劳损伤;多维度偏差协同控制:柔性联轴器常存在径向、角向、轴向偏差的复合叠加,按规范要求,复合偏差需低于单一偏差最大值的1/2。激光对中仪可同步测量三维偏差,例如某风机弹性联轴器校准后,径向偏差0.04mm、角向偏差0.05°,均控制在复合偏差阈值内,振动速度从12mm/s降至4.5mm/s以下,达到ISO10816-3“良好”等级;热态精度保持:通过热膨胀补偿算法(支持输入柔性联轴器弹性体的热膨胀系数),解决温度变化导致的偏差漂移。某炼油厂汽轮机柔性联轴器在70℃工况下,热态偏差从0.08mm修正至0.016mm,精度保持率达80%。工厂激光联轴器对中仪制造商
与激光联轴器对中仪相关的文章

电机激光联轴器对中仪公司
- 无线激光联轴器对中仪装置 2025-12-24
- 国内激光联轴器对中仪批发 2025-12-24
- 工厂激光联轴器对中仪制造商 2025-12-24
- synergys激光联轴器对中仪定制 2025-12-24
- 欧洲激光联轴器对中仪维修 2025-12-23
- 法国激光联轴器对中仪服务 2025-12-23
- 汉吉龙测控激光联轴器对中仪的作用 2025-12-23
- 耦合激光联轴器对中仪怎么样 2025-12-23
- 马达激光联轴器对中仪现状 2025-12-23
- 基础款激光联轴器对中仪哪里买 2025-12-23
- 欧洲激光联轴器对中仪贴牌 2025-12-22
- 法国激光联轴器对中仪用途 2025-12-22
与激光联轴器对中仪相关的产品


与激光联轴器对中仪相关的新闻
-
瑞典激光联轴器对中仪操作步骤 2025-12-22 06:03:22短时间内(如10分钟内连续测量)数据波动主要源于三类干扰,其影响程度与控制方法如下:1.仪器自身稳定性光学系统漂移:单激光机型因光束发散角(通常0.1mrad)导致长距离(≥3m)测量时,光斑偏移可能达0.003mm/米,而双激光机型通过交叉验证可将漂移量控制在0.001mm/米内;电子元件噪声:探...
-
振动激光联轴器对中仪厂家 2025-12-21 10:03:02激光联轴器对中仪在高振动设备上的校准精度可通过机型匹配实现达标,**结论如下:机型选择原则:振动速度≤5mm/s选基础抗振级,5-15mm/s选工业抗振级(双激光+振动分析功能),>15mm/s需选极端抗振级(带ICP加速度计与实时补偿);精度保障底线:工业抗振级机型在15mm/s振动下可实现±0....
-
傻瓜式激光联轴器对中仪保修 2025-12-21 10:03:02激光对中仪需通过多维度技术设计抵消振动干扰,**保障机制包括:1.光学系统抗振设计双激光束逆向测量:相较于单激光,双光束可通过相位差补偿振动导致的光斑漂移,例如ASHOOTER系列采用635-670nm半导体激光器,长距离(10m)测量时光斑偏移量从单激光的0.003mm/米降至0.001mm/米;...
-
机械激光联轴器对中仪使用视频 2025-12-21 16:02:53柔性联轴器专项调整策略结合HOJOLO的算法优势与柔性联轴器的弹性特性,采用“分步调整+动态补偿”方案:参数输入与补偿设置:进入设备的“柔性联轴器模式”,输入弹性体材质参数(如聚氨酯弹性模量2.5GPa)、工况温度(如正常运行温度70℃),系统自动加载热膨胀补偿算法(例如高温下弹性体径向膨胀系数1....
与激光联轴器对中仪相关的问题
新闻资讯
产品推荐
-

CCD无线激光对中仪工作原理
2026-02-14 -

进口快速对中校正仪哪里买
2026-02-14 -
红外联轴器不对中测量仪现状
2026-02-14 -

专业级轴对中激光仪哪家好
2026-02-14 -

欧洲无线激光对中仪调试
2026-02-14 -
新一代联轴器振动红外对中仪激光
2026-02-13 -
CCD联轴器振动红外对中仪维修
2026-02-13 -

机械轴对中激光仪的作用
2026-02-13 -

经济型联轴器振动红外对中仪厂家排名
2026-02-13