- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- W型,T型,V型,C型,D型,非标
- 类型
- 金刚石玻璃管割刀,金刚石圆镜机,金刚石玻璃刀
- 材质
- 聚晶金刚石,立方氮化硼,高碳钢,金刚石,合金钢,低碳钢,工具钢,合金
- 适用行业
- 耐火材料加工,金属加工,陶瓷加工
- 结合剂
- 金属,合金,陶瓷
- 生产工艺
- 烧结
PCD刀具材料的选择对刀具的寿命,加工效率,加工质量和加工成本产生了很大的影响,切割刀时应承受高压,高温,摩擦,冲击和振动等作用。因此,PCD刀具材料应具有以下基本性能:1、抗压强度和韧度。刀具材料应有着较高的抗压强度和韧度,以承载割切力,冲击力和振荡,并预防数控刀具韧性断裂和没有响应。2、耐高温性。刀具材料耐高温性,能够承载高割切环境温度,并有着的抗氧化能力。3、硬度和耐磨性。刀具材料的硬度标准一定要大于产品工件材质的硬度标准,一般来说标准在60hrc硬度以上的。刀具材料的硬度标准越高,抗磨性就好。伴随轻量化的快速发展,大量的铝合金材料被使用于汽车零件生产中,给切刀造成了艰巨考验。PCD材质有着非常高抗磨性,低动摩擦因数和高导热能力等性能,使PCD刀具有着的割切使用性能,非常高的工作效率和的产品制作加工品质,并使其变为铝合金型材加工零件的宜之选。并且,它为汽车业零配件的高效化,精度高,高表层品质和成本低标准出具了适宜保障。其工艺性能和经济效益。刀具材料应有着的铸造使用性能,热处理工艺使用性能和电焊使用性能;有磨砂制作加工使用性能等,并追寻性能高价比。PCD(聚晶金钢石)数控刀具是属于金刚石刀片的1种。 超硬刀具材料主要包括金刚石、聚晶立方氮化硼(PCBN)、陶瓷、TIC(N)基硬质合金等。天津超硬金钢石刀具设计
CBN,硬度排在金刚石之后。CBN是一种次于金刚石的极硬的刀具材料,通常材料硬度大于48HRC时工作比较好(加工软材料时CBN磨损很快)。温度高到2000℃是还有较好的红硬性。虽然和硬质合金相比更脆且导热性和化学稳定性低于陶瓷,但它有比陶瓷刀具更高的冲击强度和抗破裂性而且对于刚性较低的机床也能切削硬金属。更进一步,恰当的定制CBN刀具能承受大功率粗加工的切削载荷、断续切削的击打和精细加工所需的热和磨损性能。对于指定工序恰当的定制包括机床和夹具的刚性、刃口修磨大到足以防止显微剥落,而且刀具的基体是一种CBN含量高的材质等级。CBN含量高的材质等级对这些指定工序是必须的,因为它们具有刃口重载条件下高速加工要求的高导热性和韧性以及用于严重断续切削。这些性能使得这种材质等级的刀具材料被用作粗加工淬硬钢和珠光体灰铸铁。 天津超硬金钢石刀具设计PCD的性能取决于金刚石晶粒及钴的含量,刀具寿命为硬质合金(WC基体)刀具的10~500倍。
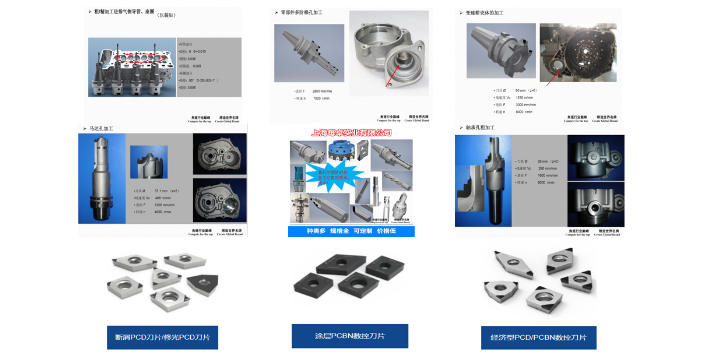
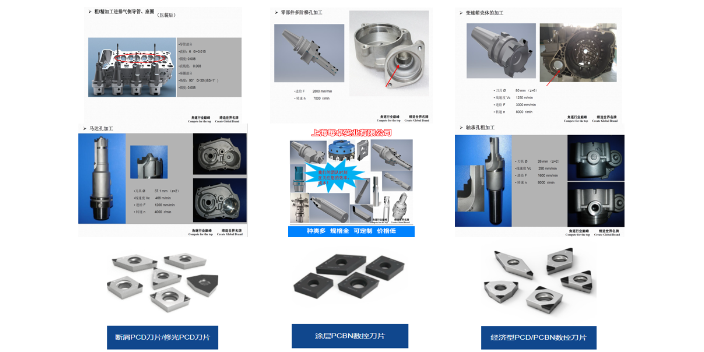
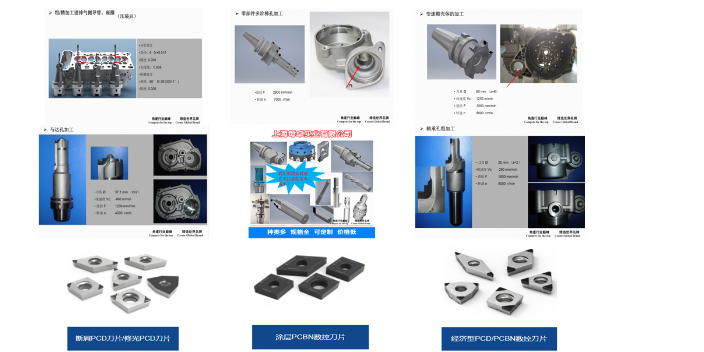
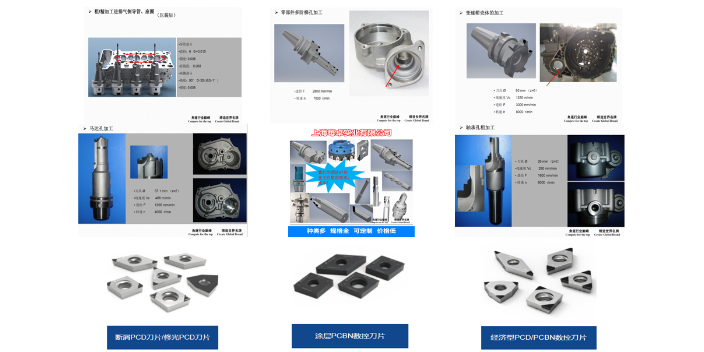
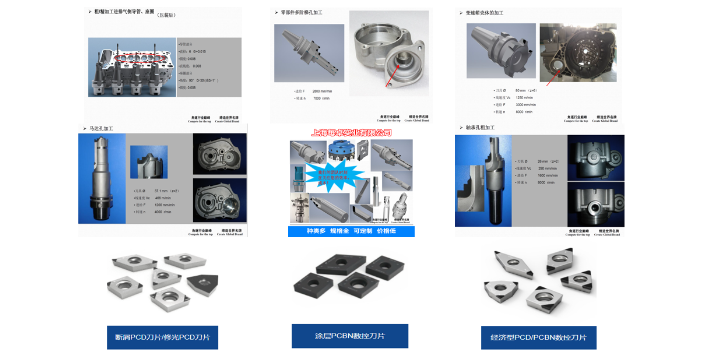
PCD铰刀,在孔加工领域有着举足轻重的地位,因其确保孔的终加工精度要求,在孔加工领域,PCD铰刀都是需要加工精度比较高的孔,在零件加工中,也是容易出现加工不良问题,PCD铰刀在汽车配件领域,应用及其,因其寿命,和加工的后的光洁度较高,在汽车配件加工中,也是常见的刀具,一般加工定位孔,或者精度比较高的装配孔。PCD成型铰刀PCD成型刀,包含PCD成型铣刀,PCD成型铰刀,以及PCD成型钻头,孔的成型加工,越来越被机械加工领域的工程师们接受,因其缩短了加工节拍,又节约了刀具成本,同时PCD成型刀又能提高加工效率,在有色金属加工领域,尤其是变速箱,发动机等零件加工中,逐渐得到推广,PCD成型刀,也被称为孔加工刀具高度复合刀具,尤其在加工铝合金多阶梯孔,PCD成型钻绞刀,可以省去粗加工刀具,直接一刀成型,为客户节省了更多的加工时间。
PCD刀具就是聚晶金刚石刀具,PCBN刀具就是聚晶立方氮化硼刀具,都是人工合成的聚晶产品。CBN主要加工黑色高硬度金属,比如焠硬刚和铸钢(铁),可以耐高温(1000度以上),硬度始终在8000HV,是提高生产效率和加工难加工材料的较好刀具材料。PCD主要是加工有色金属等非黑色金属的,能够刃磨出很锋利的刃口,得到较好的加工表面,一般可以达到。CBN刀具的主要加工对象是铸铁和淬火钢。应用行业也主要在汽车发动机和轴承行业。CBN刀具相比PCD刀具,比较容易加工,而且,随着汽车行业节能的推广,汽车发动机采用铝合金基体的车也越来越多,所以,CBN在汽车发动机铣削方面被PCD刀片侵占了不少。当然,随着CBN刀具成本的下降,在汽车刹车盘领域,CBN车刀片也取代了传统硬质合金车刀片的份额。应该来说,随着CBN材料牌号越来越多,这传统硬材料车削和磨削领域,CBN刀具的份额还会保持上升的趋势。 天然金刚石刀具是超精密切削加工理想的工具。
CBN刀具材料之所以被认为是目前为止有发展前景的刀具材料,是因为和其他普通的刀具材料相比,CBN刀具材料有着很多优点,主要体现在以下几个方面:较高的耐磨性和硬度。CBN微粉的维氏硬度为75以上,莫氏硬度为,次于金刚石。PCBN(CBN烧结体)复合片的硬度可以达到3600HV左右,是Si3N4陶瓷刀片的3倍,是硬质合金刀片K10的5倍。在生产大中型零件时,使用CBN刀具加工能有效的减小尺寸偏差、降低尺寸分散性,减少换刀的时间并充分发挥机械设备的能效。PCBN复合刀片的硬度和耐磨性受CBN含量多少的影响。随着CBN含量的增加,PCBN的硬度会随之升高。但PCBN的耐磨性和CBN含量之间并不是简单的单调关系,对于不同的加工条件有着不同的更佳数值,当加工模具钢时,CBN含量为60%左右,刀具为耐磨,而当加工Cr06合金工具钢时,CBN的含量越高,其耐磨性越好。CBN材料具有很好的热稳定性。CBN的耐热性可达到1400~1500℃,是目前世界上耐热的超硬刀具材料。CBN的烧结体PCBN在800℃时的硬度比陶瓷和硬质合金等刀具材料的常温硬度还要高。很好的化学稳定性。CBN材料的化学惰性很大,在1100℃以下都不会和过渡金属发生化学反应,因而在磨削和切削铁质材料工件时不会出现粘屑的现象。
超硬金刚石刀具是指用金刚石材料做成的刀具,是目前已经发现的、自然界中硬的一种材料。天津超硬金钢石刀具设计
金刚石刀具与超硬刀具的区别及优缺点。天津超硬金钢石刀具设计
一些零件的内部有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件,还有的自锐性比较好,修整间隔的时间长,在使用这个修整工具的时候,必须要按照正确的方法进行,尤其是一些刀具,必须要遵守一定的注意事项。PCD铣刀修整工具使用事项:1、在放置金刚石修整工具头到夹座时,注意不要撞击到砂轮表面,不能将单点的金刚石修整工具头垂直地对准砂轮中心。2、不能对发热的修整工具进行“淬火”。在干式修整时,必须保持两次修整的间隔时间,足以使发热的修整工具冷却。3、不能假定砂轮表面具有理想的平整。在开始修整时,找出砂轮的比较高点位置,进行修整。4、如果可能的话,每次砂轮的修除量,在砂轮的半径上不能超过。过大的修除量能够引起金刚石修整工具头的过早磨耗和经常破碎。5、但也不能每次修除太小的余量。对于在旧的或刚性差的机床上使用的砂轮可以不进行修整。注意修整中不能在一个位置上停留太长的时间。这样将会使砂轮表面抛光,产生高温和损坏金刚石修整工具。每天至少转动修整工具一次。是否拥有一套好的PCD铣刀等刀具修磨标准是衡量一个修磨中心是否专业的标准,修磨标准里,一般规定了不同刀具在切削不同材料时其切削刃的技术参数。 天津超硬金钢石刀具设计
上海每卓实业有限公司一直专注于上海每卓主要批发销售品牌:森泰英格、山高(Seco)、瓦尔特(Walter)、伊斯卡(Iscar)、肯纳(Kennametal)、威迪亚(Widia),WIDIN、美国AMEC钻刀片、英格索尔(Ingersoll),普拉米特(Pramet)和 恒峰刀具等。我公司创立了自主品牌:AKIZ,能设计各种类型的质优刀具。,是一家五金、工具的企业,拥有自己**的技术体系。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。公司业务范围主要包括:液压夹具,非标数控刀具,数控刀柄,齿轮刀具等。公司奉行顾客至上、质量为本的经营宗旨,深受客户好评。公司力求给客户提供全数良好服务,我们相信诚实正直、开拓进取地为公司发展做正确的事情,将为公司和个人带来共同的利益和进步。经过几年的发展,已成为液压夹具,非标数控刀具,数控刀柄,齿轮刀具行业出名企业。
- 安徽PCD刀具超硬金钢石刀具多少钱 2022-12-01
- 组合刀具超硬金钢石刀具品牌 2022-12-01
- 湖南非标刀具超硬金钢石刀具 2022-11-30
- 上海单晶刀具超硬金钢石刀具多少钱 2022-11-30
- 单晶刀具超硬金钢石刀具口碑推荐 2022-11-30
- CBN刀具超硬金钢石刀具销售公司 2022-11-30
- PCD刀具超硬金钢石刀具联系方式 2022-11-30
- 内蒙古超硬金钢石刀具厂家供应 2022-11-29
- 江苏标准刀具超硬金钢石刀具品牌 2022-11-29
- 矿山机械超硬金钢石刀具零售 2022-11-28
- 安徽超硬金钢石刀具品牌排行榜 2022-11-28
- 单晶刀具超硬金钢石刀具工厂直销 2022-11-28