- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
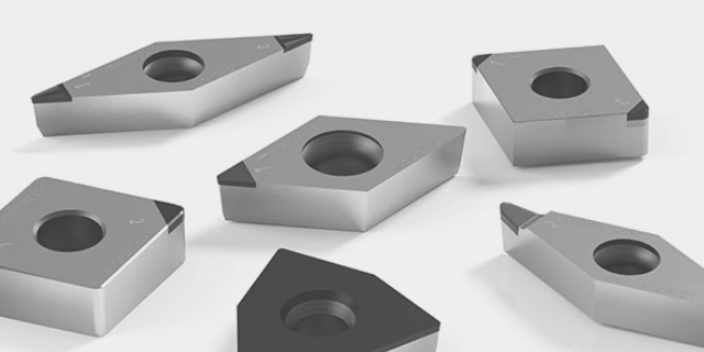
- W型,T型,V型,C型 ,D 型,非标
- 类型
- 金刚石玻璃管割刀,金刚石圆镜机
- 材质
- 聚晶金刚石,立方氮化硼,高碳钢,金刚石,低碳钢,合金钢,工具钢,合金
- 适用行业
- 耐火材料加工,金属加工
- 结合剂
- 金属,合金,陶瓷
- 生产工艺
- 烧结
由于 PCBN 刀具材料具有优良的切削性能,所以特别适合加工其硬度在 HRC45 以上的淬火钢、耐磨铸铁、 HRC35 以上的耐热合金以及 HRC30 以下而其它刀片很难加工的珠光体灰口铸铁。为了充分发挥 PCBN 刀片的优越性,取得满意的加工效果,在实际使用时,除参照表 1 所推荐的 PCBN 刀片选用的切削用量外,还应根据机床、工件及其它有关条件的具体情况***考虑,合理选择。硬态切削时,径向力很大,这就要求机床功率要大,机床系统刚性要好,这既可保护 PCBN 刀具,又可获得满意的加工效果。装夹 PCBN 刀具时,刀具的悬伸长度要尽量短,以防止刀杆颤振和变形,使 PCBN 刀具保持良好的加工状态。金刚石刀具优异性能决定了它在机加工中的广泛应用。广西PCD反倒角铣刀PCD,CBN多晶刀具

CBN,硬度排在金刚石之后。CBN是一种次于金刚石的极硬的刀具材料,通常材料硬度大于48HRC时工作比较好(加工软材料时CBN磨损很快)。温度高到2000℃是还有较好的红硬性。虽然和硬质合金相比更脆且导热性和化学稳定性低于陶瓷,但它有比陶瓷刀具更高的冲击强度和抗破裂性而且对于刚性较低的机床也能切削硬金属。更进一步,恰当的定制CBN刀具能承受大功率粗加工的切削载荷、断续切削的击打和精细加工所需的热和磨损性能。对于指定工序恰当的定制包括机床和夹具的刚性、刃口修磨大到足以防止显微剥落,而且刀具的基体是一种CBN含量高的材质等级。CBN含量高的材质等级对这些指定工序是必须的,因为它们具有刃口重载条件下高速加工要求的高导热性和韧性以及用于严重断续切削。这些性能使得这种材质等级的刀具材料被用作粗加工淬硬钢和珠光体灰铸铁。CBN含量低的材质等级和CBN含量高的相比更脆,但它们用于淬硬黑色金属加工更好。它们的更低的热导性和相对更高的承受高速切削和负前角所产生热量的抗压强度。切削区更高的温度软化工件材料和帮助断屑,而负前角强化刀具,使切削刃稳定,提高刀具寿命,并允许比。因为CBN刀具能获得优于µm的表面光洁度并保持同轴度±。山东CBN刀片PCD,CBN多晶刀具哪家好PCD刀片的特点在于金刚石具有硬度高、抗压强度高、导热性以及耐磨性好等特性。
CBN刀具材料之所以被认为是目前为止有发展前景的刀具材料,是因为和其他普通的刀具材料相比,CBN刀具材料有着很多优点,主要体现在以下几个方面:较高的耐磨性和硬度。CBN微粉的维氏硬度为75以上,莫氏硬度为,次于金刚石。PCBN(CBN烧结体)复合片的硬度可以达到3600HV左右,是Si3N4陶瓷刀片的3倍,是硬质合金刀片K10的5倍。在生产大中型零件时,使用CBN刀具加工能有效的减小尺寸偏差、降低尺寸分散性,减少换刀的时间并充分发挥机械设备的能效。PCBN复合刀片的硬度和耐磨性受CBN含量多少的影响。随着CBN含量的增加,PCBN的硬度会随之升高。但PCBN的耐磨性和CBN含量之间并不是简单的单调关系,对于不同的加工条件有着不同的更佳数值,当加工模具钢时,CBN含量为60%左右,刀具为耐磨,而当加工Cr06合金工具钢时,CBN的含量越高,其耐磨性越好。CBN材料具有很好的热稳定性。CBN的耐热性可达到1400~1500℃,是目前世界上耐热的超硬刀具材料。CBN的烧结体PCBN在800℃时的硬度比陶瓷和硬质合金等刀具材料的常温硬度还要高。很好的化学稳定性。CBN材料的化学惰性很大,在1100℃以下都不会和过渡金属发生化学反应,因而在磨削和切削铁质材料工件时不会出现粘屑的现象。
由于PCBN具有较高的硬度和耐磨性,在高温下不与铁族金属起反应的化学惰性,因此主要用于高硬度材料及难加工材料的切削加工,如淬硬钢、高合金耐磨铸铁、高温合金、高速钢、表面喷焊材料、烧结金属材料等难加工材料的切削加工。(1)加工淬硬钢,可起到以车代磨的效果,由于切削深度比磨削深度大十几倍以上,因此加工效率高,表面不产生烧伤。如以车代磨加工变速滑动齿轮(20CrMnTi,硬度为HRC58~62)时,切削比原磨削加工效率提高4倍以上。(2)加工高合金(含钨或铬18%)耐磨铸铁,切削速度较硬质合金刀具提高10倍以上,切削效率提高4倍以上。(3)加工高钴铬钼耐蚀耐热合金,PCBN刀具切削速度为160m/min,是硬质合金刀具的8倍。(4)加工热喷涂(喷焊)材料,表面喷焊件无法用磨削加工,而用硬质合金刀具切削效率极低,改用PCBN刀具后可提高加工效率,节省加工费用50%以上。PCBN刀具还可用于有色金属的精密切削及烧结金属的切削加工等等。金刚石硬度高,表面与金属亲和力小,且刀具前刀面都抛光成镜面,不易产生积屑瘤。

干式切削由于没有切削液的冷却、润滑和辅助排屑等作用,切削温度急剧增式切削过程中刀具和工件之间摩擦增大以及刀具磨损加剧,这就对切削刀具提出了更高的要求,表2对高速切削与普通切削刀具角度进行了对比,用于干式切削的刀具需具备:良好的耐热冲击性和抗粘结性;较高的红硬性和热韧性;良好的耐磨性;切屑和刀具之间的摩擦系数要尽可能小;刀具形状要保证排屑流畅且易于散热;刀具应具有更高的强度和耐冲击韧性等优异的综合性能。目前,用于切削制造工艺的刀具主要有立方氮化硼(CBN)刀具、陶瓷及金属陶瓷材料刀具、涂层硬质合金刀具、金刚石(PCD)刀具及超细颗粒硬质合金刀具等,但因其或存在红硬性差、或存在耐磨性不足等缺点,难以满足干式切削对刀具红硬性、耐磨性等的综合性能需求。因此,设计和开发新型综合性能优异的刀具材料,满足干式高速切削对刀具的综合性能要求,是促进干式高速切削技术发展的一项关键技术。PCBN 车削用刀片 淬火刚 铸铁 粉末冶金加工。浙江PCD刀具PCD,CBN多晶刀具哪家好
PD01E PD10E PD32E CVDD 这四种刀头材质区分,在于金刚石粒子大小。广西PCD反倒角铣刀PCD,CBN多晶刀具
什么是超硬刀:超硬刀具是指由超硬刀具材料制造的切削工具,已成为切削加工中不可缺少的重要手段。其“高精密、高效率、高可靠性、绿色环保”是现代制造业发展的重要方向,超硬刀具凭借其在稳定性、加工寿命和效率上无可比拟的优势,受到越来越多行业的青睐,市场需求亦逐年增加。金刚石刀具与CBN刀具均属于超硬刀具。
CBN刀具性能优势(1)硬度高——CBN单晶的显微硬度为HV8000~9000,是目前已知的第二高硬度的物质,硬度*次于金刚石而远远高于其它材料,CBN复合片的硬度一般为HV3000~5000。(2)耐高温——CBN的耐热性可达1400~1500℃,在800℃时的硬度为Al2O3/TiC陶瓷的常温硬度。(3)化学稳定性高——CBN具有很高的抗氧化能力,在1000℃时也不产生氧化现象,与铁系材料在1200~1300℃时也不发生化学反应。(4)与其他材质刀具相比——CBN刀具的耐磨性是普通硬质合金刀具的30—50倍,硬度比陶瓷刀具高,在断续加工方面可优势替代陶瓷刀片不崩刀。国产的BN-K1和BN-H21刀具能替代进口CBN刀具,性价比更高。 广西PCD反倒角铣刀PCD,CBN多晶刀具
上海每卓实业有限公司致力于五金、工具,以科技创新实现高质量管理的追求。公司自创立以来,投身于液压夹具,非标数控刀具,数控刀柄,齿轮刀具,是五金、工具的主力军。每卓实业始终以本分踏实的精神和必胜的信念,影响并带动团队取得成功。每卓实业始终关注五金、工具市场,以敏锐的市场洞察力,实现与客户的成长共赢。
- 陕西PCD套铣刀PCD 2023-05-16
- 四川PCD槽铣刀PCD 2023-05-16
- 河南CBN刀片PCD 2023-05-16
- 江西PCD刀具PCD 2023-04-19
- 河北PCD槽铣刀PCD 2023-04-19
- PCD反倒角铣刀PCD 2023-04-19
- 甘肃PCD铣刀PCD 2023-04-19
- 上海PCD套铣刀PCD 2023-04-19
- 河北PCD锪刀PCD 2023-04-19
- 广东PCD反倒角铣刀PCD 2023-04-19
- PCD三面刃铣刀PCD 2023-04-19
- 安徽PCD反倒角铣刀PCD 2023-03-20