- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
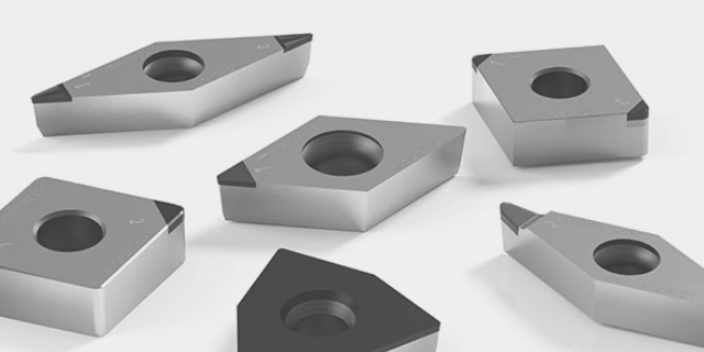
- W型,T型,V型,C型 ,D 型,非标
- 类型
- 金刚石玻璃管割刀,金刚石圆镜机
- 材质
- 聚晶金刚石,立方氮化硼,高碳钢,金刚石,低碳钢,合金钢,工具钢,合金
- 适用行业
- 耐火材料加工,金属加工
- 结合剂
- 金属,合金,陶瓷
- 生产工艺
- 烧结
如果正确选择切削用量、刀具几何参数及其他加工条件,则PCBN是一种高效长寿命刀具,能创造很高的经济效益,但如果使用方法不当,则会造成很大的浪费。虽然PCBN刀具材料的价格相对硬质合金及陶瓷刀具的价格还偏高,但均摊到每个工件上的刀具成本却低于其他材料刀具,采用先进切削加工工艺时,若将磨削机床等设备投资摊入生产成本,则PCBN刀具的使用会带来更大经济效益。对一般中小企业来说,精加工工序的磨削加工始终是制造过程的瓶颈,若购置性能好的车床,采用PCBN刀具,应用以车代磨等先进切削加工工艺,即可节省设备投资、提高生产率,又可**增加加工过程的柔性。另外,由于人员费用的增大及环境保护方面的要求,大力推广使用PCBN刀具,充分发挥其潜在效能,提高切削加工技术水平也是具有重要意义的。在使用金刚石刀具时,也要时刻关注其有效性,是否存在变形等问题。河北PCD锪刀PCD,CBN多晶刀具批发商

PCD刀片是指具有整体PCD切削刃的硬质合金基体刀片。PCD复合片切削刃被直接焊在硬质合金基体上,因此消除了金刚石和硬质合金之间的缝隙,可避免切屑堵塞。为在精加工非铁金属尤其是铝材料时有效控制切屑,国外开发出一种带有断屑器的PCD刀片。PCD刀片的特点在于金刚石具有硬度高、抗压强度高、导热性以及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。PCD刀片主要应用于以下两个方面:①难加工,有色金属材料的加工:用普通刀具加工难加工有色金属材料时,往往产生刀具易磨损、加工效率低等缺陷,而PCD刀片则可表现出良好的加工性能,用PCD刀片可有效的加工过共晶硅铝合金。②难加工非金属材料的加工,PCD刀片非常适合对石材、硬质碳、碳纤维增强塑料、人造板材等难加工非金属材料的加工。北京PCD刀片PCD,CBN多晶刀具厂家PD01E PD10E PD32E CVDD 这四种刀头材质区分,在于金刚石粒子大小。

PCBN刀具加工材质:高硬度铸铁——如高铬铸铁、合金铸铁、镍硬铸铁、白口铸铁均属于高硬度铸铁,典型零部件有轧辊、工业泵等。针对高硬度铸铁常用BN-K1材质,优势***。高硬度钢件——如高锰钢、高速钢、淬火钢等,典型零部件包括轧臼壁、高速钢轧辊、淬硬齿轮/齿轮轴、轴承、滚珠丝杠、模具等。针对高硬度钢件常用的CBN材质为BN-S20、BN-S200、BN-H10、BN-H21材质等。灰铸铁(HT150/200/250/300等)——如发动机缸体/缸盖、刹车盘、制动鼓、皮带轮、离合器压盘等均属于灰铸铁件。常用CBN材质为BN-S300和BNK30。其他难加工材料——如粉末冶金、高温合金材料,及镍基、铁基、钴基等高硬度堆焊/喷焊/激光熔覆/热喷涂材料工件。常见的CBN材质为BN-K50、BN-H20、BN-K10等。PCD刀具加工材质:有色金属及其合金——如铝、铜、金、银及其合金、压铸铝、紫铜、硬质合金等,针对压铸铝件常用CDW085、CDW002材质,加工光洁度亮度更好。复合材料——如碳纤维复合材料、玻璃纤维复合材料、铝基碳化硅、玻璃钢、金属基复合材料等,针对复合材料常用CDW302、CDW010材质,耐用度好寿命长。其他非金属难加工材料——如陶瓷、工程塑料、硬橡胶产品、半导体材料等。l性能效果CBN刀具可耐高温。
CBN刀具主要针对加工什么材料**有优势呢?经过汉川实业技术人员10多年的技术经验,简单总结出CBN刀具针对高硬度,耐热合金,镍钛合金材料**有优势,钛合金还有铸铁也不错,如果是纯钢,高硅铝合金可能和硬质合金对比,优势就不是很大了,因为CBN刀个也是比较贵。简单一句话,其实立方碳化硼刀具既能胜任淬硬钢、轴承钢、高速钢、冷硬铸铁的粗、精车,又能胜任高温合金、热喷涂材料、硬质合金及其他难加工材料的高速切削。CBN刀具是实现以车代磨的比较好刀具之一。所以当你碰到要加工比较高硬质或者难加工材料高速切削的,相信CBN刀具是你比较好的选择。超硬金刚石刀具在加工超硬材料时,其寿命甚至可较之硬质合金刀具提升至数百倍。
由于经济与环保方面的原因,近几年干切削加工方法已成为机械制造领域中的重点研究课题。我们首先来看一下湿切工艺由于使用切削液带来的问题:(1)长期暴露在空气中或切削加工中由切削热造成的切削液雾状挥发,容易污染环境、危害操作者健康,切削液中的硫、氯等添加剂危害更大,影响加工表面质量;(2)切削液的使用影响加工成本,据统计,切削液占生产成本的15%,而刀具费用*占3%~4%;(3)切削液的渗漏、溢出会污染环境,易发生安全、质量事故;(4)切削液的传输、回收、过滤等装置及其维护费用较高,增加了生产成本。由于以上原因,干切削加工工艺已在西方工业发达国家有了相当的应用。由美国Makino公司推荐的“红月牙”(RedCrescent)干切工艺,既可以充分发挥刀具的切削性能,与湿切相比又能**提高生产率。其机理是由于切削速度很高,产生的热量聚集于刀具前部,使切削区附近材料达到红热状态,屈服强度下降,进而达到提高切削效率的效果。采用红月牙干切削工艺的前提条件是在较高切削温度下,被切材料强度有明显下降,变得易切削,而刀具材料的强度在同样状态下要有较好的红硬性及热稳定性,还要有较好的耐磨性和抗粘结性。 PCBN刀具可分为整体PCBN刀片和PCBN复合刀片。重庆PCD可调精镗刀PCD,CBN多晶刀具
CBN对于黑色金属具有极为稳定的化学性能,可以大范围用于钢铁制品的加工。河北PCD锪刀PCD,CBN多晶刀具批发商
由于PCBN具有较高的硬度和耐磨性,在高温下不与铁族金属起反应的化学惰性,因此主要用于高硬度材料及难加工材料的切削加工,如淬硬钢、高合金耐磨铸铁、高温合金、高速钢、表面喷焊材料、烧结金属材料等难加工材料的切削加工。(1)加工淬硬钢,可起到以车代磨的效果,由于切削深度比磨削深度大十几倍以上,因此加工效率高,表面不产生烧伤。如以车代磨加工变速滑动齿轮(20CrMnTi,硬度为HRC58~62)时,切削比原磨削加工效率提高4倍以上。(2)加工高合金(含钨或铬18%)耐磨铸铁,切削速度较硬质合金刀具提高10倍以上,切削效率提高4倍以上。(3)加工高钴铬钼耐蚀耐热合金,PCBN刀具切削速度为160m/min,是硬质合金刀具的8倍。(4)加工热喷涂(喷焊)材料,表面喷焊件无法用磨削加工,而用硬质合金刀具切削效率极低,改用PCBN刀具后可提高加工效率,节省加工费用50%以上。PCBN刀具还可用于有色金属的精密切削及烧结金属的切削加工等等。河北PCD锪刀PCD,CBN多晶刀具批发商
上海每卓实业有限公司位于肖湾路511号2幢3层。公司业务涵盖液压夹具,非标数控刀具,数控刀柄,齿轮刀具等,价格合理,品质有保证。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造五金、工具良好品牌。每卓实业凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。
- 陕西PCD套铣刀PCD 2023-05-16
- 四川PCD槽铣刀PCD 2023-05-16
- 河南CBN刀片PCD 2023-05-16
- 江西PCD刀具PCD 2023-04-19
- 河北PCD槽铣刀PCD 2023-04-19
- PCD反倒角铣刀PCD 2023-04-19
- 甘肃PCD铣刀PCD 2023-04-19
- 上海PCD套铣刀PCD 2023-04-19
- 河北PCD锪刀PCD 2023-04-19
- 广东PCD反倒角铣刀PCD 2023-04-19
- PCD三面刃铣刀PCD 2023-04-19
- 安徽PCD反倒角铣刀PCD 2023-03-20