- 品牌
- 赋耘
- 型号
- FY-MH-100
- 类型
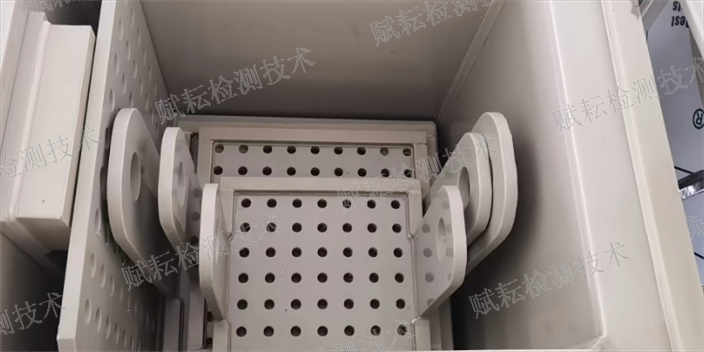
- 低倍组织热酸蚀装置
- 工作室尺寸
- 长40*400m250
- 温度波动度
- 误差±1℃
- 加工定制
- 是
- 外形尺寸
- 520x496x550
- 重量
- 20
- 厂家
- 赋耘
- 产地
- 上海
低倍腐蚀技术的发展,离不开科研人员的不断努力和创新。他们致力于改进腐蚀剂的配方,提高腐蚀的效果和精度。同时,他们也在不断探索新的腐蚀方法和技术,为材料研究提供更加先进的手段。随着科技的不断进步,低倍腐蚀技术也在不断发展和完善。未来,我们相信低倍腐蚀技术将在更多的领域发挥重要作用,为人类的科技进步和社会发展做出更大的贡献。低倍腐蚀,是对材料的一种深度解读。它让我们看到了材料的内在美,也让我们更加珍惜和利用好每一种材料。在资源日益紧张当今,低倍腐蚀技术可以帮助我们更好地了解材料的性能和特点,提高材料的利用率。同时,低倍腐蚀也可以为材料的回收和再利用提供技术支持,减少资源的浪费。在可持续发展的道路上,低倍腐蚀技术将成为我们的有力助手。防止金属再次腐蚀的腐蚀剂。内蒙古钢材料缺陷低倍腐蚀适合什么行业
低倍腐蚀对于金属材料的进出口贸易和质量监管也具有重要意义。在国际贸易中,材料的质量必须符合相关的标准和规范。低倍腐蚀检测结果是判断材料是否合格的重要依据之一。监管部门和第三方检测机构通过低倍腐蚀检测,可以防止不合格的材料进入市场,保障消费者的权益和工程的安全。比如,在进口一批大型结构用钢材时,海关检验检疫部门会对其进行低倍腐蚀检测,确保钢材不存在严重的内部缺陷,使其符合国内建筑和工程行业的使用要求。重庆低倍腐蚀适合什么行业利用电子显微镜分析低倍腐蚀后的微观组织变化?

低倍腐蚀作为材料宏观组织分析的重要手段,通过化学或电化学方法揭示样品表面以下的结构特征。该技术通常采用酸性或碱性溶液(如硝酸酒精、苦味酸溶液)对金属或合金进行侵蚀,使晶粒边界、偏析区域或缺陷显现。在铝合金铸造件检测中,使用氢氟酸与硝酸混合溶液进行低倍腐蚀,可清晰显示直径0.5mm以上的缩孔与疏松,检测灵敏度较传统射线探伤提升20%。现代低倍腐蚀技术正朝着自动化与量化分析方向发展。某企业开发的智能腐蚀系统,通过PLC控制腐蚀液浓度与处理时间,结合图像采集模块自动识别晶粒形态。在汽车齿轮钢检测中,该系统可在15分钟内完成腐蚀并生成晶粒度评级报告,重复性误差小于±0.5级,明显提升检测效率与一致性。
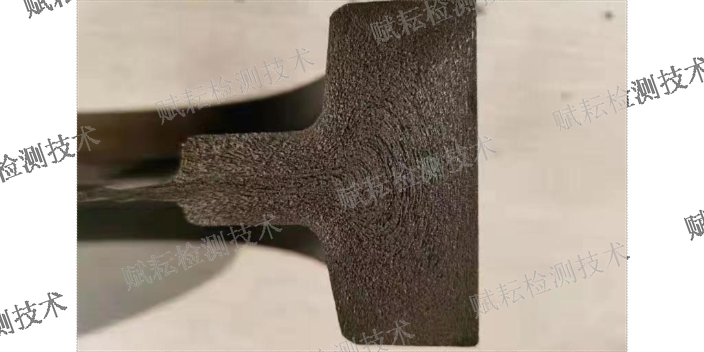
超声波检测与低倍腐蚀的结合实现了缺陷的定位。某压力容器检测机构首先通过超声C扫描定位疑似缺陷区域,再采用局部化学腐蚀暴露缺陷形貌。在不锈钢焊缝检测中,该方法将缺陷检出率从82%提升至96%,同时减少了盲目腐蚀造成的材料损耗。X射线计算机断层扫描(CT)与低倍腐蚀的联合应用拓展了三维分析能力。某航空航天实验室对钛合金铸件进行CT扫描后,选取特定截面进行腐蚀处理。通过对比CT重建图像与腐蚀后组织,发现内部缩孔与表面晶粒粗大区域存在相关性,为优化铸造工艺提供三维数据支持。汽车工业中低倍腐蚀对零部件质量的影响?

低倍腐蚀的应用领域-在钢铁冶金行业,低倍腐蚀检验常用于检测钢坯、钢材中的裂纹、夹杂、疏松、偏析等缺陷,评估产品质量.-在航空航天领域,低倍腐蚀可检测航空发动机叶片、飞机结构件等所用金属材料的内部质量,确保其在复杂工况下的可靠性和安全性.-在汽车制造行业,低倍腐蚀有助于检测汽车发动机缸体、曲轴、连杆等零部件的材料质量,提高汽车的整体性能和安全性.低倍腐蚀的注意事项-配制低倍腐蚀液时,要严格按规定的浓度和比例操作,确保腐蚀液的性能和效果.-腐蚀过程中要控制好腐蚀时间和温度,避免因腐蚀不足或过度腐蚀影响检验结果的准确性.-操作人员需佩戴防护手套、护目镜等防护用品,防止腐蚀液溅到身体上造成伤害.冷酸蚀低倍腐蚀检测对试样表面粗糙度有何要求?重庆低倍腐蚀适合什么行业
材料的化学成分对低倍腐蚀的影响?内蒙古钢材料缺陷低倍腐蚀适合什么行业
低倍腐蚀的检验方法-热酸蚀低倍检验法一般使用1:1的工业盐酸水溶液,加热到60℃-80℃,试样浸泡时间为10-40分钟左右.-冷酸蚀低倍检验可在室温下进行,先按表选好侵蚀试剂,将试样检验面朝上、放平,把侵蚀试剂倒在检验面上浇蚀5-10分钟,肉眼观察缺陷,清晰时用麻布擦掉侵蚀试剂,再用15%碳酸钠水溶液等进行中和处理.-电解腐蚀低倍检验采用15%-30%的工业盐酸水溶液作为电解液,使用电压小于36V,电流强度小于400A,电解时间为5-30分钟.低倍腐蚀的试样要求-低倍腐蚀的试样应具有代表性,需从材料的不同部位、不同方向取样,以检测材料的内部组织和缺陷情况.-试样的尺寸和形状要根据具体的检测要求和设备条件制备,其检验面应平整光滑,粗糙度达到一定要求,以便腐蚀后能清晰地观察到低倍组织和缺陷.内蒙古钢材料缺陷低倍腐蚀适合什么行业

如重轨钢、管线钢、轴承钢、齿轮钢、弹簧钢、油井管钢、锅炉管钢等)连铸坯(方坯圆坯)低倍试验任务,显示中心偏析、三角裂纹、角裂纹、缩孔等质量缺陷,对部分低C、低S的钢种,承担合金钢连铸坯低倍试验任务,并根据显示的质量缺陷以及图谱标准进行质量判定。且测试样件的形状:圆还:<t200mm,方还:200mmX200mm以及360mmX450mm。故在选择统磨床必须能全部覆盖所有样件要求。本发明使用的数控龙门铣床是一台双轴双工位铣磨床,即先进行铣削加工,再进行磨加工,采用先进的进口PLC控制系统实现(X,Z)两轴联动,即龙门架左右两边分别安装铣床主轴箱和砂带机。本机床只要进行单向端面立铣(即双Z轴运作)...
- 河北钢材料缺陷低倍腐蚀酸雾系统 2026-05-09
- 江苏金属材料断口低倍腐蚀怎么使用 2026-05-09
- 北京金属材料断口低倍腐蚀厂家直销 2026-05-09
- 福建流线低倍腐蚀代理加盟 2026-05-08
- 福建低倍腐蚀适合什么行业 2026-05-08
- 四川锻造流线低倍腐蚀怎么选择 2026-05-08
- 甘肃金属材料断口低倍腐蚀 2026-05-08
- 浙江赋耘低倍腐蚀什么品牌性价比高 2026-05-08
- 黑龙江赋耘低倍腐蚀操作说明 2026-05-08
- 重庆耐高温低倍腐蚀国标 2026-05-08


- 山东金相低倍腐蚀什么价格 2026-05-07
- 上海锻造流线低倍腐蚀国标 2026-05-07
- 吉林钢铁行业低倍腐蚀怎么选择 2026-05-07
- 重庆钢铁行业低倍腐蚀操作说明 2026-05-06
- 辽宁金属制品低倍腐蚀怎么使用 2026-05-06
- 安徽金相低倍腐蚀代理加盟 2026-05-06





- 上海赋耘进口金相砂纸厂家直销 05-10
- 辽宁不锈钢金相砂纸代理加盟 05-10
- 广东螺纹钢金相砂纸大概多少钱 05-10
- 广东钛合金金相砂纸批发价 05-10
- 不锈钢金相砂纸直径有哪些 05-10
- 河北铜合金金相切割片 05-09
- 湖南明暗场金相显微镜操作说明 05-09
- 江苏金相显微镜软件 05-09
- 重庆倒置金相显微镜厂家直销 05-09
- 江苏进口KGS金刚石磨盘厂家直销 05-09