- 品牌
- 赋耘
- 型号
- EP-06A
- 类型
- 电解服饰
- 电解液
- 电解腐蚀液
- 设备形式
- 实现恒定电流和恒定电压工作方式
- 材质
- 玻璃,ABS
- 电极连接方式
- 单极式电解槽,复极式电解槽
- 加工定制
- 是
- 工作温度
- 0-200
- 功率
- 1
- 重量
- 15
- 产地
- 上海
- 厂家
- 赋耘
- 外形尺寸
- 1500mm*750mm*400mm,900mm*900mm*800mm,1600mm*750mm*400mm
.抛光后工件表面平整光洁,但有些点或块不够光亮,或出现垂直状不亮条纹,一般是什么原因引起的?原因分析:可能是抛光后期工件表面上产生的气泡未能及时脱离并附在表面或表面有气流线路。解决方法:提高电流密度,使析气量加大以便气泡脱附,或提高溶液的搅拌速度,增加溶液的流动。8.零件和挂具接触点无光泽并有褐色斑点,表面其余部分都光亮是什么原因?原因分析:可能是零件与挂具的接触不良,造成电流分布不均,或零件与挂具接触点少。解决方法:擦亮挂具接触点,使导电良好,或增大零件与挂具的接触点面积。9.同一槽抛光的零件有的光亮,有的不亮,或者局部不亮。原因分析:同槽抛光工件太多,致使电流分布不均匀,或者是工件之间互相重叠,屏蔽。解决方法:减少同槽抛光工件的数量,或者注意工件的摆放位置。 赋耘检测技术(上海)有限公司晶间腐蚀仪腐蚀瓶支架冷凝管烧瓶有销售!福建腐蚀仪价格行情

缺点编辑电解抛光由于没有机械力的作用,所以没有变形层产生,也没有金属扰动层,能够显示试样材质的真实组织。由于抛光时试样是浸泡在电解液中,电解液对试样有浸蚀作用,有些试样抛光后就可直接观察组织,不必再进行组织显示。电解抛光特别适合于容易产生塑性变形而引起加工硬化的金属材料和硬度较低的单相合金,比如高锰钢、有色金属、易剥落硬质点的合金和奥氏体不锈钢等。尽管电解抛光有如上优点,但它仍不能完全代替机械抛光,因为电解抛光对金属材料化学成分的不均匀性、显微偏析特别敏感,所以具有偏析的金属材料基本上不能进行电解抛光。含有夹杂物的金属材料,如果夹杂物被电解液浸蚀,则夹杂物有部分或全部被抛掉,这样就无法对夹杂物进行分析。如果夹杂物不被电解液浸蚀,则夹杂物保留下来在抛光面上形成突起。对于只有两相的金属材料,如果这两个相的电化学性相差很大,则电解抛光时会产生浮雕。[2]福建腐蚀仪价格行情电解抛光腐蚀仪哪家便宜,性价比高?

晶间腐蚀也是电解腐蚀仪的一种,英文名称:intergranularcorrosion;intercrystallinecorrosion一种金属,晶界非常活泼,在晶界或邻近区产生局部腐蚀,而晶粒的腐蚀则相对很少,这就是晶间腐蚀。晶间腐蚀使金属碎裂(晶粒脱裂),同时使金属丧失强度。晶间腐蚀是由晶界的杂质或晶界区某一合金元素的增多或减少引起的。说明:主要由于晶粒表面和内部间化学成分的差异以及晶界杂质或内应力的存在。晶间腐蚀破坏晶粒间的结合,**降低金属的机械强度。而且腐蚀发生后金属和合金的表面仍保持一定的金属光泽,看不出被破坏的迹象,但晶粒间结合力显着减弱,力学性能恶化,不能经受敲击,所以是一种很危险的腐蚀。通常出现于黄铜、硬铝合金和一些不锈钢、镍基合金中。
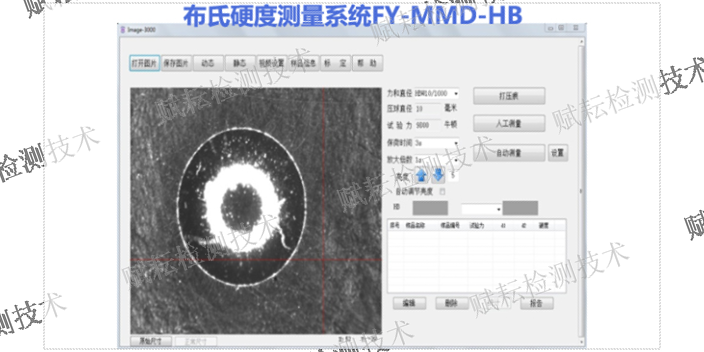
金相试样电解抛光、腐蚀规程本标准规定了金属试样电解抛光、腐蚀操作的试验规范。本标准适用于金属试验中金相试样的制备。1.主要技术参数见设备(EPD—06A型电解抛光腐蚀仪)的操作说明书2.操作步骤见设备的操作说明书,抛光工艺可参考附表中的电解抛光、腐蚀参考资料3.安全规程,必须通循环水冷却,配制温度低于15。C,使用温度应低于200C注意安全,防止燃烧和。,要注意安全,应先放好试样,再调电压到所需值,后进行电解抛光,结束后将电压调到零位再取试样。,直流档无论有无负载,要严防短路,尤其使用外电解浸蚀时更应注意。(即抛光或腐蚀进行时),严禁转换电压调整器。每次抛光后,应关闭电源防止过热。,将电解液倒入其它容器中,用水清洗电解槽及冷却循环系统。IV-C极化曲线测试软件是可在软件界面对电压、电流进行设置并控制机器工作,工作电压、电流数据可输入到计算机,以便于进一步数据分析和研究,为确定材料的抛光、腐蚀参数提供依据。 赋耘检测技术(上海)有限公司晶间腐蚀仪腐蚀样品规格尺寸一般多大?

试验条件和步骤试验前将试样用适当的溶剂或洗涤剂(非氯化物)去油污并干燥。在充入第3条配制的试验溶液的烧瓶底部铺一层符合GB/T466(纯度不小于%)的紫铜屑或铜粒,然后放置试样。保证每个试样与紫铜屑接触的情况下,同一烧瓶中允许放几层同一钢种的试样,但试样之间要用上述紫铜屑隔离而互不接触。试验溶液应高出**上层试样20mm以上。每次试验都应使用新的试验溶液。仲裁试验时,试验溶液量按试样表面积计算,其量在8ml/Cm²以上。完成上述工作后,将烧瓶放在加热装置上,在回流冷凝器进水口要一直以冷却水(自来水)流入,出水口畅通放水。此工况下才可加热试验溶液,调节加热电压使之保持微沸腾状态。如此试验连续16小时。5、试验后取出试样,用蒸馏水洗净、干燥,做弯曲试验。6、试验过程中对玻璃仪器,做到轻拿轻放,电加热炉要微调,保证试验处微沸状态,且试验员不能离开试验场地,冷却水不能断流,如停水则应立即切断加热电源。7、试验结果评定压力加工件、焊管和焊接件试样弯曲角度为180º,焊管舟形试样沿垂直焊缝方向进行弯曲,焊接接头沿熔合线进行弯曲。弯曲用的压头直径,当试样厚度不大于1mm时,压头直径为1mm;当试样厚度大于1mm时,压头直径为5mm!赋耘检测技术(上海)有限公司晶间腐蚀仪不锈钢的标准有哪些?福建腐蚀仪价格行情
电解抛光腐蚀仪触摸屏操控,简单直观!福建腐蚀仪价格行情
晶间腐蚀怎么检测国内和国际上现有关于晶间腐蚀的试验标准主要有以下几种方法:GB/T4334.(1~5)—2000不锈钢晶间腐蚀敏感性试验方法标准(根据不同材料敏感性选择相应标准)GB/T15260—1994《镍合金晶间腐蚀敏感性试验方法标准》GB/T21433-2008《不锈钢压力容器晶间腐蚀敏感性检验》CB/T3949-2001《船用不锈钢焊接接头晶间腐蚀试验方法》ASTMG28-02(2008)StandardTestMethodsforDetectingSusceptibilitytoIntergranularCorrosioninWrought,NickelRich,ChromiumBearingAlloys(中文名称:《锻造高镍铬轴承合金晶间腐蚀敏感性的检查用标准试验方法》GB/T7998-2005《铝合金晶间腐蚀测定方法》。 福建腐蚀仪价格行情

一种钛合金电解抛光腐蚀液的制作方法钛合金具有强度高而密度又小,机械性能好,韧性和抗蚀性能很好。另外,钛合金的工艺性能差,切削加工困难,在热加工中,非常容易吸收氢氧氮碳等杂质。还有抗磨性差,生产工艺复杂。钛的工业化生产是1948年开始的。航空工业发展的需要,使钛工业以平均每年约8%的增长速度发展。世界钛合金加工材年产量已达4万余吨,钛合***号近30种。[0003]钛合金主要用于制作飞机发动机压气机部件,其次为火箭、导弹和高速飞机的结构件。60年代中期,钛及其合金已在一般工业中应用,用于制作电解工业的电极,发电站的冷凝器,石油精炼和海水淡化的加热器以及环境污染控制装置等。钛及其合金已成为一种...





- 山东金相砂纸运输价 05-19
- 江苏腐蚀仪交易价格 05-19
- 上海金相切割机一般多少钱 05-19
- 江苏包埋金相砂纸 05-19
- 江苏金相显微镜哪家便宜 05-19
- 江苏金相显微镜诚信合作 05-19
- 江苏金相切割机厂家价格 05-18
- 江西硬度计批发厂家 05-18
- 福建怎样腐蚀仪 05-18
- 江苏金相抛光布加盟费用 05-18