- 品牌
- 健坤
- 型号
- 可咨询
埋地管道腐蚀腐蚀分析阴极保护:中国石油天然气股份有限公司大庆石化分公司炼油厂(以下简称炼油厂)始建于上世纪60年代初,共有埋地水管道930条,94.9km。管道采用金属材料。运行至今,许多埋地管腐蚀问题严重。通过腐蚀现状调查,炼油厂厂区(以下简称厂区)内管道的特点是38.6%的钢质管道接近覆盖层的使用寿命;有48%的钢质管道超过了覆盖层的使用寿命。据统计,漏点多时一年有近100处,处理水漏需要费用约100万元,年,水量损失120200kt/a,造成了水资源的浪费。另外厂区土壤电阻率很低,盐含量比厂区外高出几倍,存在着细菌腐蚀,属于化工污染强烈的强腐蚀性土壤区域。而且厂区地下管网涂层老化,破损处多,已不能对埋地金属管道形成有效防护。除一部分更换新管外,绝大多数管道正处于漏点多发时期,减轻和解决腐蚀问题已成为一个迫切需要解决的课题。阴极保护产品产品标准,就找四川健坤科技有限公司。甘肃锌镁合金防腐接地棒报价

技术指标:(1)有效保护年限20年;(2)在有效保护期内,管道的保护电位不高于一0.85V(相对于Cu/CuSO。参比电极),全厂区的电位达标率超过95%;(3)在有效保护期内,管道的保护度高于90%;(4)在有效保护期内,被保护的管道的漏点数量逐渐减少,在原腐蚀严重部位之外不再新发生腐蚀穿孔。3.4设计依据(1)SY/T0019—97(埋地钢质管道牺牲阳极阴极保护设计规范》;(2)GB/T17731—1999(镁合金牺牲阳极>;(3)SY0007—1999(钢质管道及储罐腐蚀控制工程设计规范》;(4)SY/T0036—2000(埋地钢质管道强制电流阴极保护设计规范》;(5)新绘制的厂地下管网图纸;(6)管道台帐。阴极保护 石油方案阴极保护产品国家标准,就找四川健坤科技有限公司。

接地网牺牲阳极阴极保护设计要点:1、接地网所在地土壤电阻率的测定:测定不同时间和气候条件下的土壤电阻率,可得到电阻率的变化范围。2、根据土壤电阻率,决定选用牺牲阳极的类型:土壤电阻率大于158欧米(或208欧米)时,选用锌阳极,土壤电阻率小于1008欧米时,选用镁阳极,土壤电阻率大于1008欧米时,除特殊情况采用带状镁阳极外,一般不采用牺牲阳极(即采用外加电流)3、确定接地网小保护电流密度(mA/m2),接地网小保护电流密度应由土壤腐蚀性(土壤电阻率、氧化还原电位)确定,一般在10~50mA/m2。4、根据接地网所用碳钢的外形尺寸和总长计算受保护的总面积,按选定的保护电流密度计算所需的阴极保护总电流。5、确定接地网阴极保护电位:地网的阴极电位至少为-850mv,或者使接地网的自然腐蚀电位负于250-300mv,对于牺牲阳极式阴极保护,在保证达到小保护电流密度前提下,不需考虑过保护问题。6、计算阳极接地电阻与输出电流,按阴极保护设计年限计算所需的阳极重量,再根据单个阳极重量计算出需布置得阳极个数。7、选择牺牲阳极填包料,确定阳极埋设方式(立式或卧式)。
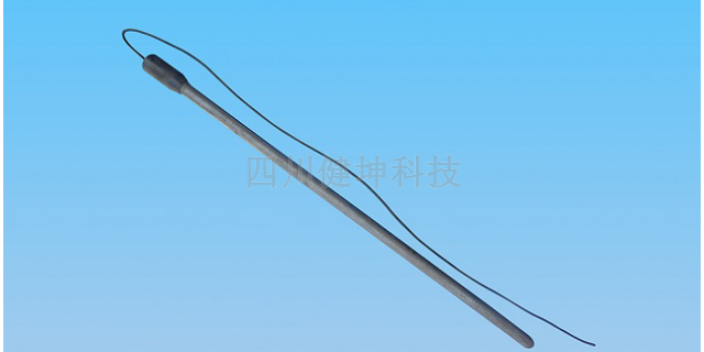
工具准备:1.自来水:用于阳极回填时对阳极进行浇灌,根据阳极数量准备2.剥电缆外绝缘保护层用的工具,比如钳子或者刀具;3.清理接地扁钢表面防腐层用的钢刷、砂纸;4.铝热焊工具:焊剂、模具、毛刷;5.烘干扁钢及模具用的加热设备;6.万用表。三、牺牲阳极的组成:套装镁合金牺牲阳极由以下几部分组成:1.任意规格的一支镁合金阳极;2.焊接在镁阳极钢芯上面的若干长度电缆线;3.镁合金阳极专门使用填料(粉状);4.承装镁阳极及填料的棉布袋;5.外面一层白色编织包装袋;阴极保护产品施工要求,就找四川健坤科技有限公司。

电位法a、用于判断安装在管道上绝缘法兰的绝缘性能。b、在阴极保护通电之前,用数字万用表测量绝缘法兰非保护侧法兰盘a的对地电位Va1;使保护侧法兰盘的对地位Vb达到保护电位值(-0.85~-1.5V),再测量a点的对电位Va2,若Va2与Va1基本相同,一般认为绝缘法兰绝缘性能良好;若Va2>Va1,且Va2接近Vb的数值,则一般认为绝缘法兰绝缘性能很差。 五、 阴极保护产品参数测量方法:土壤电阻率的测量 1、四极法测量步骤1)在测量区沿直线等距离插入四根金属电极,电极彼此相距S米,S米为测量深度,插入地表深度为1/20S为宜。2)将仪表稳定平放地面,调整仪表指针在标准黑线上。阴极保护产品保护电流密度计算,就找四川健坤科技有限公司。德阳锌镁合金防腐接地棒现货
四川健坤科技有限公司生产阴极保护产品采用行业标准GBT 17731-2015 镁合金牺牲阳极。甘肃锌镁合金防腐接地棒报价
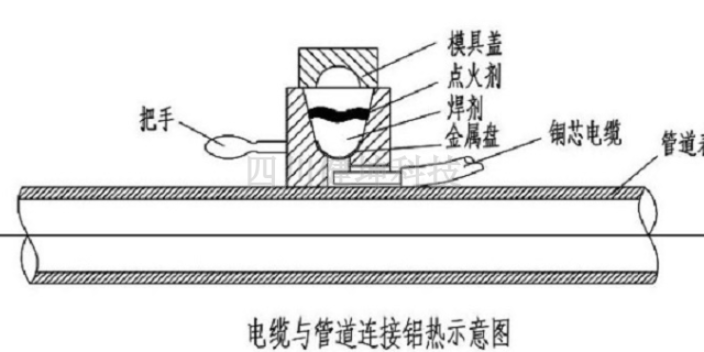
阴极保护产品施工:铝热焊接工艺操作说明;操作步骤;第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干。第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔。第四步:剪开塑料袋,将焊剂倒入模腔。第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理干净模具内的残渣,以备下次使用。甘肃锌镁合金防腐接地棒报价


- 成都阴极保护管理制度 2024-11-28
- 成都比较好的阴极保护厂家 2024-11-28
- 阴极保护 锌预算 2024-11-27
- 阴极保护现货 2024-11-27
- 成都常用阴极保护 2024-11-27
- 成都评价阴极保护批发 2024-11-27
- 四川阴极保护工厂直销 2024-11-27
- 贵阳铝热焊剂和焊模厂家现货 2024-11-26