- 品牌
- 雷石
- 型号
- 齐全
- 网络打印
- 支持有线/无线网络打印,支持无线网络打印,支持有线网络打印,齐全,云打印
- 双面打印
- 齐全
3D打印后处理方法:1、粘合组装:一些超大尺寸和多部件或拆件打印的模型,常常会需要到粘合。完成粘合建议是运用以点的当时来擦抹胶水,随后用橡皮圈固定,合理促使粘合时的更为紧密。如果粘合过程中碰到模型有空隙或接触处毛糙的状况,还可以运用Bondo胶或填料使其变平滑。2、模型上色喷漆法:操作较为简单,比较适宜小型模型或模型细致的部分上色。以便能喷出理想的作用,完成喷漆前要先完成试喷,检测操作,浓度是否适合,还可以合理防止浪费资源。运用喷漆法还可以将涂料匀称的喷在模型表面,极大的节约了时间。手板打磨方式:湿打磨。杭州cnc喷油用处

砂纸打磨可以用手工打磨进行,也可以使用砂带打磨机设备进行,是3D打印零部件后期抛光常用、使用范围广的技术。砂纸打磨在处理比较微小的零部件时要小心些,因为它是靠人手或机械的往复运动。如果零件有精度和耐用性的至低要求的话,切忌过度打磨,要计算好打磨去多少材料,否则过度打磨会使零部件变形报废。抛光是在打磨的基础上利用柔性抛光工具和磨料颗粒,或其他抛光介质对工件表面进行的修饰加工工艺。抛光不能提高工件尺寸精度或几何形状精度,而是以光滑表面或镜面光泽为目的,有时也用以消除光泽。经过抛光工艺的工件表面粗糙度一般可达Ra0.63~0.01微米。上海模型打磨服务哪家好手板打磨就是降低工件表面的粗糙度对旧漆层进行打磨后,还可增强涂层的附着力等等。

抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达Ra0.63~0.01微米;当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观。大批量生产轴承钢球时,常采用滚筒抛光的方法。粗抛时将大量钢球、石灰和磨料放在倾斜的罐状滚筒中,滚筒转动时,使钢球与磨料等在筒内随机地滚动碰撞以达到去除表面凸锋而减小表面粗糙度的目的,可去除0.01毫米左右的余量。精抛时在木桶中装入钢球和毛皮碎块,连续转动数小时可得到耀眼光亮的表面。精密线纹尺的抛光是将加工表面浸在抛光液中进行的,抛光液由粒度为W5~W0.5的氧化铬微粉和乳化液混合而成。抛光轮采用材质匀细经脱脂处理的木材或特制的细毛毡制成,其运动轨迹为均匀稠密的网状,抛光后的表面粗糙度不大于Ra0.01微米,在放大40倍的显微镜下观察不到任何表面缺陷。此外还有电解抛光等方法。
金属表面喷漆是一种保护金属不被氧化腐蚀的方法。发生在我们周围的腐蚀现象是指各类材料在环境作用下(有化学、电化学和若干物理因素的综合作用)发生损坏,性能下降或状态的劣化。而在金属表面喷漆涂装则是一种很重要的金属防腐蚀保持手段。良好的喷漆涂装保护层保持连续完整无损,结合良好,能够成为抑制腐蚀介质侵入的屏障。喷漆是为了给产品外观上色,是为了达到自己想要色颜色效果。喷漆要注意几点。1、油漆要选对,不是每种油漆都可以喷塑胶制品的,选用专门用的塑胶油漆这样附着力才好。2、油漆也有光面漆和亚面漆,区别在于有无光泽。手板模型做好手工处理之后,首先需要手板打磨后才能进行喷油丝印。

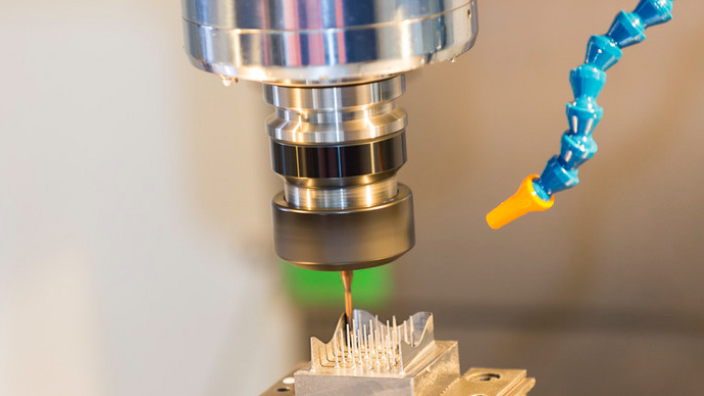
现在,在对手板模型进行生产的时候,为了保证质量,基本上都会在模型上面选用各类砂纸进行打磨处理。常常打磨可以让手板模型加工了往后又更高的亮度,并且全部加工工作所支付的精力也没有十分大。比如说在咱们的往常工作中,碰到一些手板模型,用户期望可以抵达外表高光的作用,这就给后续的操作处理提出了很高的央求,只需那些履历十分丰盛的加工师傅才华保质保量地结束这个使命。在现在的疾速成型工业,为了有效地前进手板模型的质量,通常会对商品外表进行较少三种以上的砂纸打磨处理,由于打磨词素越多,发生的亮度也就越高,不过工作量也是十分大的。手板模型的高光作用在得到前进了往后,常常会经过喷漆的方式进行处理,并且次数会基本上都是控制在3~4次摆布。在喷漆处理了往后,就会把它拿到无尘车间当中去采用UV处理,经过一系列的处理工作往后,手板模型的高光作用就十分理想了。除此之外,手板模型在喷漆处理的时间,还要查看它是不是存在着缺点,打磨进程有必要要有超卓的耐性才可以前进高光作用。功能性打磨提高传统系统各零件之间的齿合度,去除机床初始加工留下的毛刺,使机心运行更加稳定可靠。深圳手板模型打磨
细致打磨后喷油上色,表面光滑如镜,色泽鲜亮诱人。杭州cnc喷油用处
3D打印模型上色方法:纯手工。手工上色是一种使用频率比较高的上色方法,操作简单,比较适合处理复杂的细节。上色时需要来回平涂两三遍,这样可以减淡手绘时产生的笔纹,令色彩均匀饱满。在上色时,可以在首一层快干的时候上第二次,但第二层的笔刷方向和首一层要垂直。手工上色时,使用的颜料主要有水性漆和油性漆两大类。水性漆附着力和色彩表现都比油性漆略差一点,但毒性小。为了使颜料可以更流畅,在上色时,可以滴入一些同品牌的溶剂进行稀释。杭州cnc喷油用处

喷油的工艺流程: 1.涂装前应进行除油处理。对塑料件通常用汽油或酒精清洗,然后进行化学除油化学除油后应彻底清洗工件表面残留碱液,并用纯水清洗干净,晾干或烘干。 2.退火处理是把ABS塑料成型件加热到热变形温度以下,即60℃,保温2h。消除塑件内应力的溶液在室温下对塑件表面进行15-20min的处理即可, 3.采用高压离子化空气流同时除电除尘的效果较好,塑料制品是绝缘体,易产生静电,容易吸附空气中的细小灰尘而附着于表面。 4.需要光亮的表面还必须喷涂透明涂料,涂后的制件对于阻燃性能基本没有影响,塑料涂层厚度为15~20μm,通常要喷涂2~3道才能完成,一道喷涂后晾干15min,再进行第二次喷涂。...
- 山东手板打磨标准 2024-10-14
- 广州cnc喷油方法 2024-10-14
- 东莞cnc上色要求 2024-10-14
- 3D手板打样后打磨服务 2024-10-14
- 深圳手板模型上色意义 2024-10-14
- 成都手板上色用处 2024-10-14
- 杭州cnc喷油用处 2024-10-14
- 湖北3D手板打样后上色找哪家 2024-10-14
- 上海手板上色哪家好 2024-10-14
- 浙江cnc喷油 2024-10-14



- 广州上色注意事项 2023-07-25
- 深圳cnc喷油哪家好 2023-07-24
- 成都上色是什么意思 2023-07-24
- 河北手板模型打磨服务 2023-07-24
- 深圳3D打印后打磨方法 2023-07-23
- 杭州玩具手板打磨技巧 2023-07-23




- 四川3dmax建模设计模型 10-17
- 北京系统建模设计公司 10-17
- 东莞硅胶手板模型服务企业哪家好 10-16
- 山东cnc手板模型定制厂家 10-16
- 成都工业建模设计找哪家 10-16
- 江苏数控手板模型厂家直销 10-16
- 深圳3d打印手板复模打样 10-16
- 东莞三维建模设计哪家好 10-16
- 深圳三维建模设计公司哪家好 10-16
- 山东cnc手板模型特征 10-16